Installations
Cockerill




 Une grande partie des bâtiments ont été repris par d'autres sociétés aujourd'hui ou ont été démolis par la Spaque qui est en train de reconvertir une partie du terrain.
Une grande partie des bâtiments ont été repris par d'autres sociétés aujourd'hui ou ont été démolis par la Spaque qui est en train de reconvertir une partie du terrain.
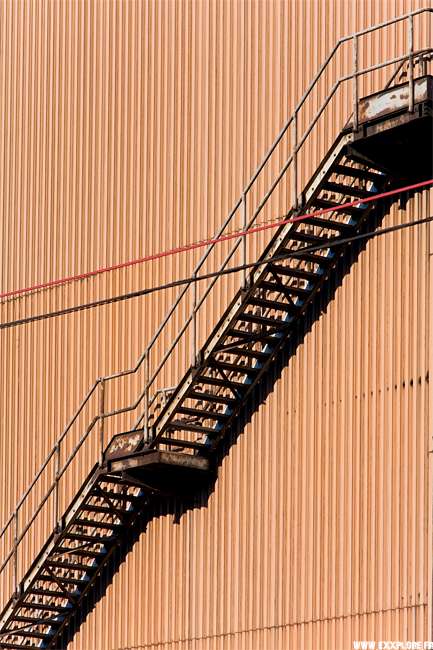
Près du château se trouvait des bureaux, en face, les ateliers de construction (Cf: première photo), derrière le laminoir et le blooming, a l'emplacement des ateliers CMI, la chaudronnerie, la fonderie, le modelage et l'aciérie Martin. A l'emplacement actuel d'Akers, se trouvait le martelage et une autre chaudronnerie ainsi que le service électrique. Là ou se trouve Shanks, se trouvait le train à fil, le blooming a billettes, les fours pitts. Au niveau de Ringmill se trouvait les fabrications spéciales (parachèvement de rails, ateliers des ressorts, bandages spéciaux) ainsi qu'un laboratoire.
Le château













Statue John Cockerill







La statue de John Cockerill est posé sur un piédestal dans une position méditative où se trouve à ses pieds, une enclume et une roue dentée. En contrebas se trouve à ses quatre côtés, les travailleurs de son établissement : Jacquemin le Houilleur, Beaufort le mécanicien, Lejeune le puddleur et Lognoul le forgeron. Ce sont les mêmes statues que l'on retrouve au château. Et devant se trouve sa pierre tombale.
La statue est inaugurée le 22 octobre 1871.
On retrouve à Ixelles (Bruxelles), une réplique un peu différente de la statue de John Cockerill, où il est accompagné des quatre figures du monde du travail, mais en position assise. Ces deux statues sont pourtant sculptés par la même personne, Armand Cattier. Celle d'Ixelles est érigée deux années plus tard par rapport à celle de Seraing. Il est intéressant de remarquer comment Armand Cattier réinterprète son oeuvre.
Les deux sculptures sont en bronze et coulées par la Compagnie des Bronzes de Bruxelles.
Bureaux Cockerill
Il s'agit des bureaux au Trasenter




OM
Il s'agit de l'ancienne salle des fêtes Ougrée-Marihaye appartenant à Cockerill et plus connue sous l'abréviation "OM". Elle a été construite dans les années 1950 mais dessinée en 1948 par l'architecte Georges Dedoyard, auteur également des Bains de la Sauvenière à Liège, du pont-barrage de l'Ile Monsin ou du Mémorial de la bataille des Ardennes à Bastogne.
Située en bord de Meuse elle se trouve près du château de Trasenter et de l'ancien hôpital d'Ougrée. Il s'agit d'un bâtiment sur quatre étages dont la façade arrondie épouse l'angle des deux rues.
Cette salle des fêtes devrait être restaurée et transformée en salle de concert.
Sources :
- Province de Liège, Ville de Seraing.














Quelques sociétés, filiales ou notions liées de près ou de loin à Cockerill :
Acierie LD
Il s'agit de l'ancienne aciérie de Seraing (Esperance-Longdoz) qui se trouvait près des terrains du charbonnage des Six-Bonniers. Elle produits des lingots pour alimenter le laminoir Valfil. C'est Chertal qui dispose d'une coulée continue. Elle est construite en 1907 et dispose :
- D'un mélangeur de 450 tonnes (1932 et d'un mélangeur de 1000 tonnes (1954)
- De six convertisseurs d'une capacité totale de 120 tonnes
Elle ferme au milieu des années 1980.
Sur le même terrain est implantée une fonderie crée la même année que l'aciérie. Elle dispose :
- Trois cubilots vent froid de 9 tonnes/heure
- un four électrique acide à arc de 1500Kg
L'activité est principalement orientée vers la production de lingotières d'aciéries d'un poids unitaire de 3 à 25 tonnes. LA capacité actuelle est de 24 000 tonnes par an.
Cokerie
Il s'agit de l'ancienne cokerie appartenant à Esperance-Longdoz mais plus connue sous le nom de "Cokerie de Flémalle". Elle était située à peu près en face du HF-6 sur la rive gauche de la Meuse, là où se trouve le laminoir à froid aujourd'hui.
Cette division se composait de :
- 68 fours (construits en 1922 et 1928)
- 44 fours (construits en 1950)
- 16 fours (construits en 1957)
Ces fours sont du type Evence-Coppée. Les fours récents, c'est à dire de 1950 et 1957, peuvent être chauffés indifféremment au gaz de fours à coke ou au gaz de hauts fourneaux et sont constitués de cellules de 13X4X0,45m pouvant cuire chacun une charge de 16 à 17 tonnes de charbon en 17 heures 30 environ.
La production annuelle totale de coke métallurgique est d'environ 525 000 tonnes. Elle est transportée vers les hauts fourneaux situés sur la rive droite de la Meuse à Seraing par convoyeurs à bande dont la longueur totale est de 2100 mètres.
CMI
Même si au fur et à mesure de son développement Cockerill s'est en grande partie orientée vers la sidérurgie, il a d'abord été connu en produisant de l'équipement pour l'industrie, notamment avec la construction de locomotives. Cette division (Construction mécanique) devient à partir de 1982 une filiale du groupe Cockerill-Sambre en s'appelant : Cockerill Mechanical Industries (CMI). En 2002 CMI se détache complètement et devient une société indépendante. CMI se rebaptise deux ans plus tard alors Cockerill Maintenance & Ingénierie en se focalisant donc sur la maintenance et l'ingénierie dans plusieurs domaines (énergie, défense, industrie).




En dernier, a l'emplacement de l'ancienne orangerie du Prince-Eveque, CMI a fait construire son tout nouveau bâtiment, il est rebaptisé "le lingot" par les seraisiens pour sa couleur.
ESB
L'aciérie ESB (Engineering Steel Belgium) est fondée par Cockerill en 1972 qui installe une aciérie électrique. Elle est reprise ensuite par Tubemeuse, puis en 1995 par l'américain Ellwood jusqu'en 2008, par l'allemand Georgsmarienhutte (GmBH) en 2009, par le luxembourgeois REM en 2009, renommé Green Elephant depuis 2015. En suspens pendant de longs mois elle est finalement mis en faillite et vendue aux enchères. A l'heure actuelle elle est presque entièrement vidée.
L'aciérie est spécialisée dans :
- Les blooms cylindriques de gros diamètres (310/400/500/600mm)
- Les lingots coulés. (800mm)
Pour cela elle dispose :
- Four électrique à arc électrique de 90T
- Four-poche de 80T
- Installation à vide







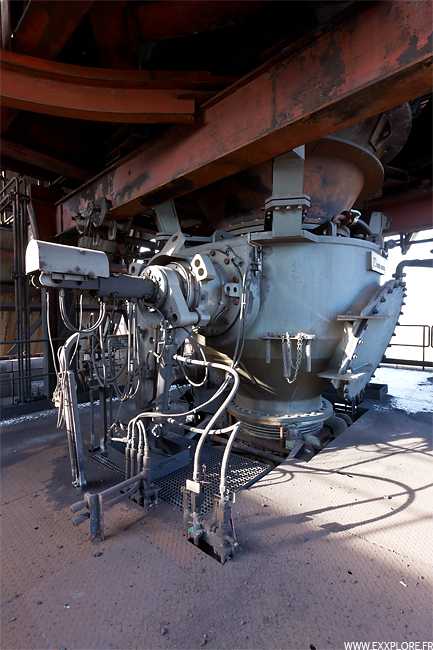
Malheureusement pour nous après avoir tardé, voici la seule installation majeure restante sur le site : l'installation à vide. A droite se trouvait le four électrique à arc ASEA. Ce four servait pour la refonte de la mitraille, d'une contenance de 90 tonnes, les mitrailles sont chauffés à 1680 degrés par 3 électrodes.
L'installation à vide VAKMETAL sert à l'ajout d'argon puis à l'extraction de l'air et des gaz tout en étant chauffé par induction. Cette action permet d'améliorer les caractéristiques de l'acier (pureté, aptitude à la déformation).
A gauche de cette installation se trouvait le four poche SMS DEMAG, d'une capacité de 60T/h qui permettait l'ajout d'additifs.
Deux wagons de marque BLC se déplaçait en dessous pour le positionnement des poches sur ces trois installations.






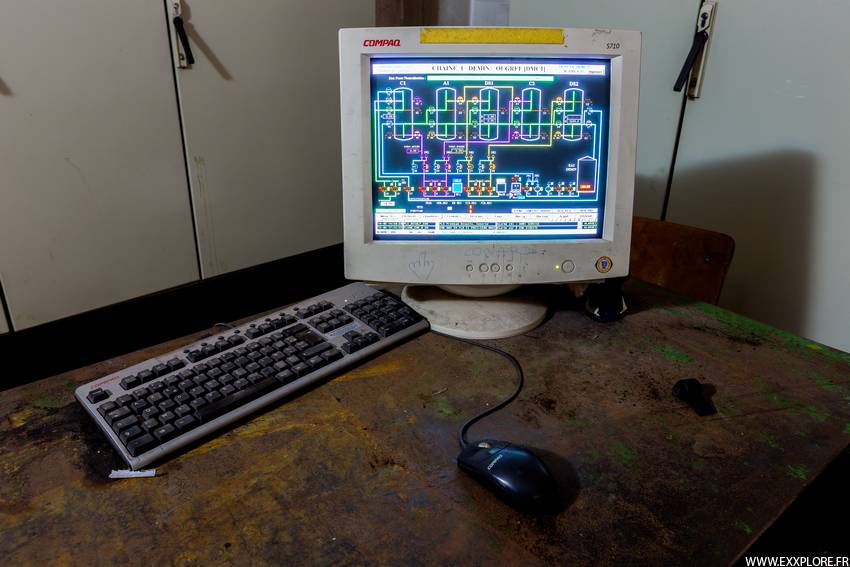
En premier vous voyez le poste de contrôle du four électrique et ensuite celui du four poche. Une vue de derrière montre également l'emplacement des transformateurs électriques pour l'alimentation du four (à gauche).
Les deux photos suivantes montrent le hall de coulée (le socle en béton au milieu était l'emplacement de la machine à coulée SACK) et la dernière montre le hall de manutention/réparation des poches. Il ne reste vraiment plus rien.




D'un peu plus haut on observe les deux imposants ponts-roulants de chez PAUL WURTH de 1972 (d'époque !) d'une capacité maximum de 130T. Ils sont remarquables.




Dans le hall des poches il reste cette torche de coupe à l'oxygène/gaz servant à la prise d'échantillons des poutres en acier coulée. Et dans le hall de la coulée continue cette tranchée était en fait le poste d'oxycoupage qui permettait de découper les blooms à la longueur désirée au moyen de deux lignes SACK munies chacune de deux brûleurs à l'oxygène/gaz.
Ferblatil
Autrement connu sous le nom de Compagnie des Fers Blancs et Tôles à Froid. Cette compagnie est crée par la SA John Cockerill et les Tôleries Delloye-Mathieu (TDM) en 1948. Elle fabrique des tôles fines et du fer blanc electrozinguées par laminage à froid. Elle est finalement complètement intégrée avec le rachat de la SA Ougrée-Marihaye en 1955 qui devient Cockerill-Ougrée.
Jemeppe
Ces deux installations (Esperance-Longdoz) sont situées sur le terrain de la cokerie.
- Train à chaud
La température des lingots en provenance de l'aciérie est insuffisante pour permettre directement le laminage. Aussi ils sont d'abord réchauffés dans 12 fours Pitt de 4X4m de 60 tonnes de capacité d'enfournement dont :
- 8 fours à brûleur central sur sole
- 4 fours à brûleurs latéraux en tête
Et de 5 fours de 6,8X3,2m de 80 tonnes de capacité d'enfournement à un brûler latéral et sortie des fumées sur la même paroi.
L'installation comprend également un Duo réversible, une cisaille et un train quarto continu à 6 cages.
- Train à froid
Ce laminoir comprend un décapage (dérouleuse, d'une planeuse, d'une décalamineuse et d'une soudeuse):
- 4 bacs d'acide sulfurique
- 1 bac de rinçage
- 1 séchoir
- 1 cisaille de rives
- 1 cisaille tronçonneuse
- 1 enrouleuse débitant des bobines de 23 tonnes
Mais aussi un laminoir réversible "Sendzimir", un laminoir Bliss, des fours à recuire, un laminoir d'écrouissage Skinn-Pass Duo, une ligne de cisaillage Wean, une ligne de cisaillage Montbard, une ligne de parachèvements
Kesales
Il s'agit du laminoir à froid (Esperance-Longdoz) qui dispose :
- Fours à recuire (bobines serrées et bonbines expansées)
- Machine d'enroulement et de déroulement des bobines (Lee Wilson)
- Laminoir d'écrouissage Skin-Pass Quarto Bliss
- Ligne de cisaillage Wean
- Ligne de réenroulement et de refendage de bobines (Isomenor-Yoder)
Phenix Works
Cette société est crée en 1905 par Paul Borgnet à Flémalle. Elle devient propriété de la SA Phenix Work en 1911. Cette société est spécialisé dans le décapage, le laminage, la tôle galvanisée et le pré-peint. Elle devient partiellement la propriété de Cockerill-Ougrée-Providence en 1969 puis complètement acquise vingt ans plus tard par Cockerill-Sambre en 1989.
Ringmill
Ancienne filiale de Cockerill créée en 1984 et dénommée "Cockerill Forges & Ringmill" (CFR), elle devient pleinement la propriété d'ArcelorMittal en 2008. Ringmill se spécialise en fabriquant des couronnes en acier. C'est l'unique usine du groupe.
A partir de lingots ou de barres, ils sont découpés, réchauffés dans des fours et enfin pressés puis percés afin de former une couronne. Terminée dans un laminoir circulaire, elles sont élargie puis finies par trempage (nuances) afin de leur données les propriétés finales de dureté. A titre d'exemple, les couronnes servent comme couronnes d'orientation dans les grues, nacelles, bandages pour trains...et les couronnes de transmission principalement destinées au marché éolien.
Depuis 2020 Ringmill s'appelle Halo Steelrings, racheté par le fond allemand Callista Private Equity, mais à peine 3 ans plus tard elle est en faillite faute d'investissements de la société mère. L'entreprise fermera définitivement ses portes le 13 juillet 2023.
Sources :
- ArcelorMittal












Tilleur


Tolmatil
Autrement connu sous le nom de Compagnie Belge des Tôles Magnétiques. Elle est crée en 1957. Elle fabrique des tôles magnétiques (tôles au silicium à grains orientés). Elle est intégrée à Cockerill en 1961.
Valfil
Il s'agit du train à fil installé à Seraing, ouvert en 1980 et fermé en 1984 (Le laminoir et l'aciérie sont revendus en Chine). Il se trouvait à l'emplacement actuel de la centrale TGV de Seraing.
Ateliers Centraux






Les premières photos montrent les ateliers dans leur grandeur, elles sont aujourd'hui cernées d'habitations. Les deux suivantes représentent l'entrée principale du site, et quant aux deux dernières elles sont prises à l'arrière, à cet endroit des conduites de gaz venant de la cokerie en direction du haut fourneau, longent le bâtiment.











Un atelier qui porte judicieusement son nom.




Les ateliers sont divisés en deux grandes halles industrielles à toit en croupe avec verrière au centre. L'une (Halle 1) plus grande que l'autre accueille le montage et les bureaux administratifs, l'autre (Halle 3) l'atelier de réparation, les pièces détachées, la livraison et également des bureaux.
Entre ces deux halles se trouve un petit bâtiment en sheds (Halle 2), qui représente l'entrée principale d'un côté, il fait office de jonction entre les deux halles et aussi d'entrée pour le matériel lourd à l'arrière. Les deux halles sont également connectées à l'avant par une passerelle au dessus de l'entrée.
Ces halles typiquement industrielles datent du début 20ème siècle, elles sont faites en acier et poutrelles. Au fil des ans, on observe facilement tous les rajouts qui ont été faits.






C'est ici que se trouve toute la partie machine-outils et une partie des pièces détachées. D'autres plus intéressés sont déjà passés avant nous, l'atelier a déjà été bien démonté.






Cette partie en rez de chaussée est le magasin général, nous trouvons ces moulages rouges "typiques" qui selon Vincent viendrait de l'UEH2 de Court-Saint-Etienne. Mais en regardant bien il traîne tous pleins de choses un partout.





Des années d'abandon ont rendu ces bureaux en complète décomposition.




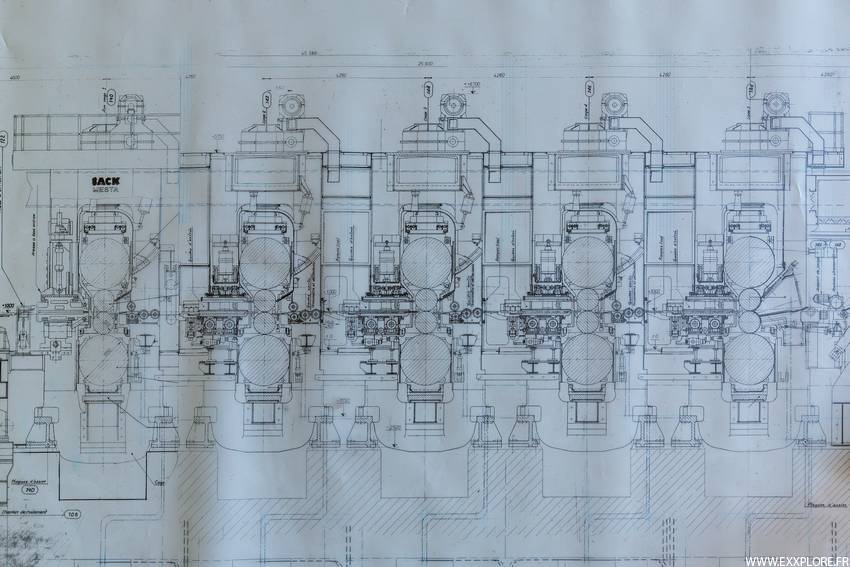

L'une des grandes salles de dessins, on y trouve encore des plans de pas mal d'installations existantes ou non. Ici se sont des cages de laminoir.





En déambulant dans toutes ces pièces c'est le même constat : des années d'abandon, de décrépitude et de solitude. On y trouve toute sorte de vestiges parfois intriguant dont cette plaque commémorative.




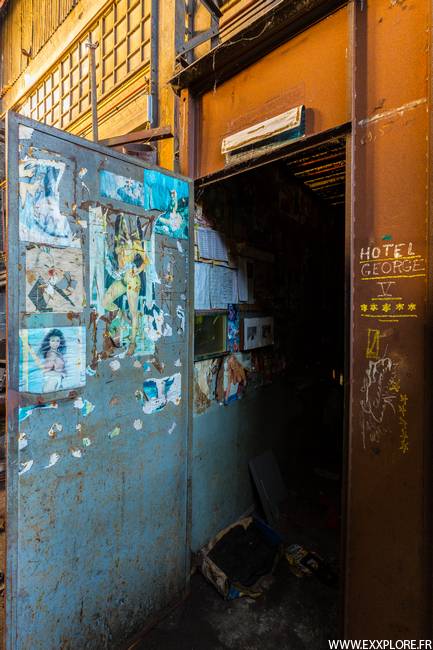
Les bureaux font le tour des grandes halles, il y a des couloirs interminables donnant dans des dizaines de bureaux, parfois complètement vide et puis d'autres c'est tout le contraire...
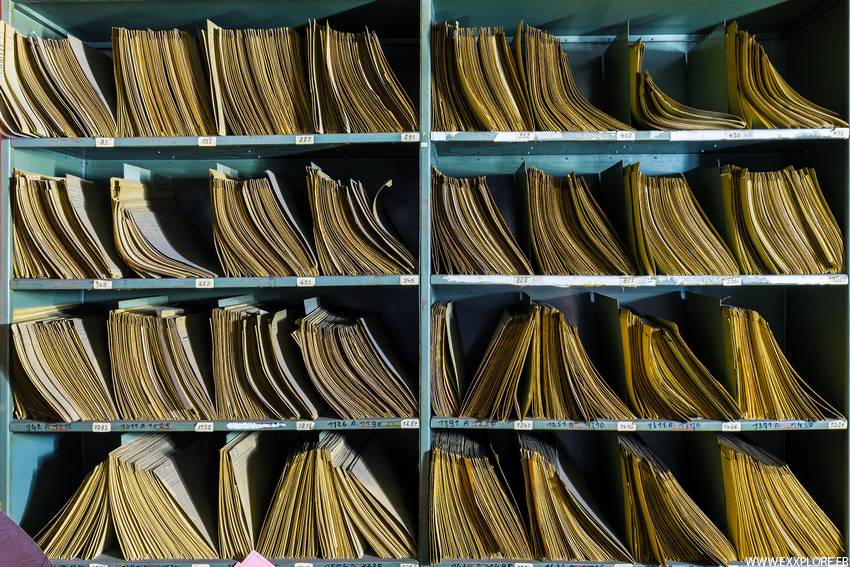
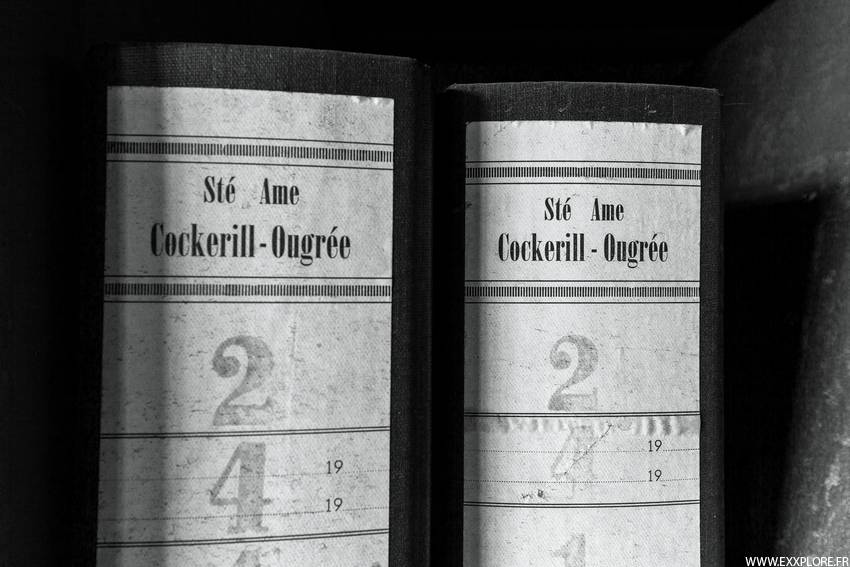
Le service comptabilité a semble t'il eu des problèmes de déménagements, il reste des étagères pleines à craquer d'archives, qui s'effondrent avec le temps. C'est esthétique mais malheureux.

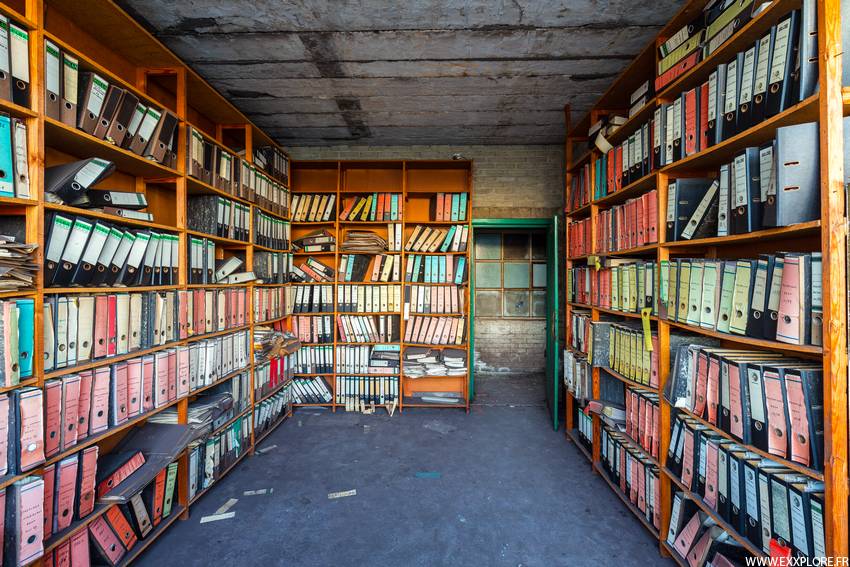

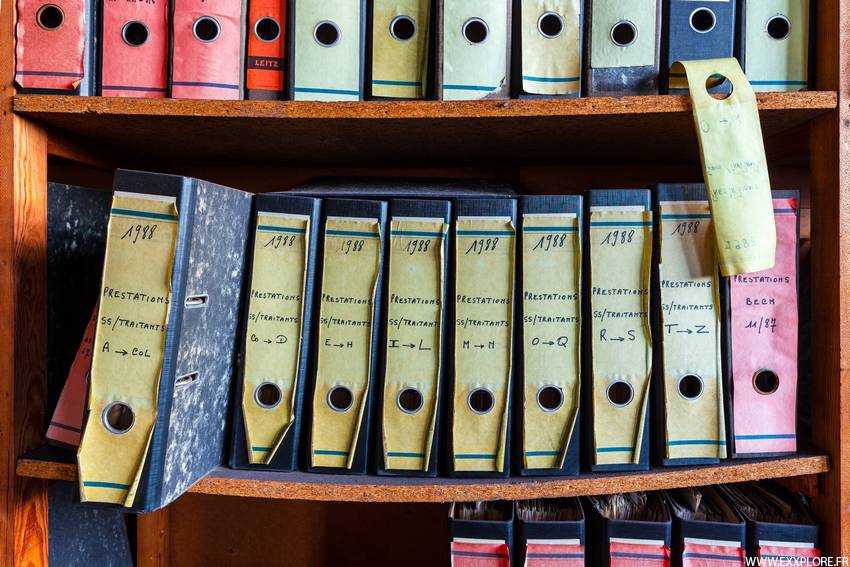

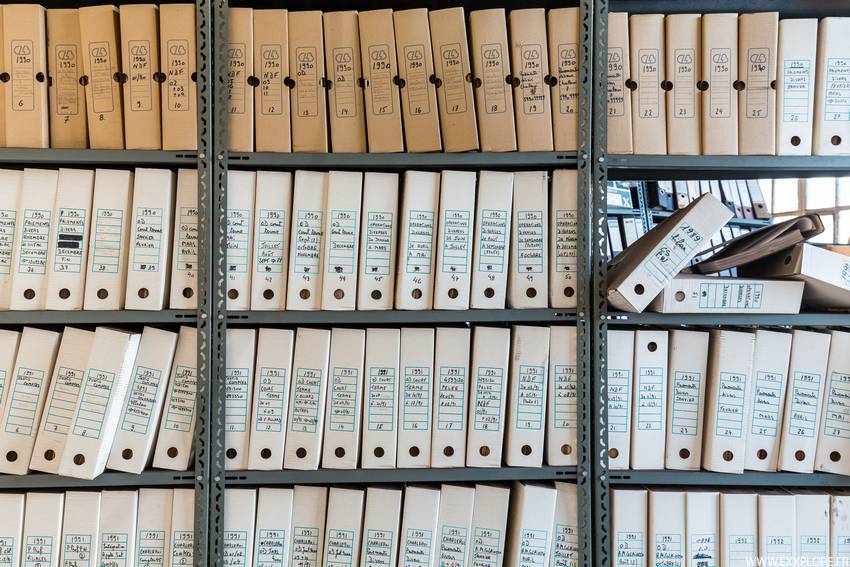
Des classeurs colorés par centaines ! On pourrait presque se croire dans une bibliothèque.

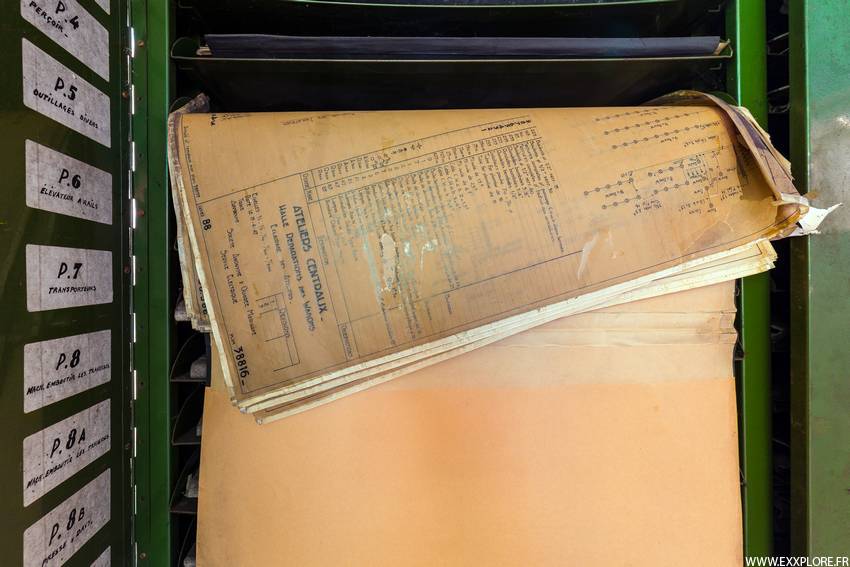





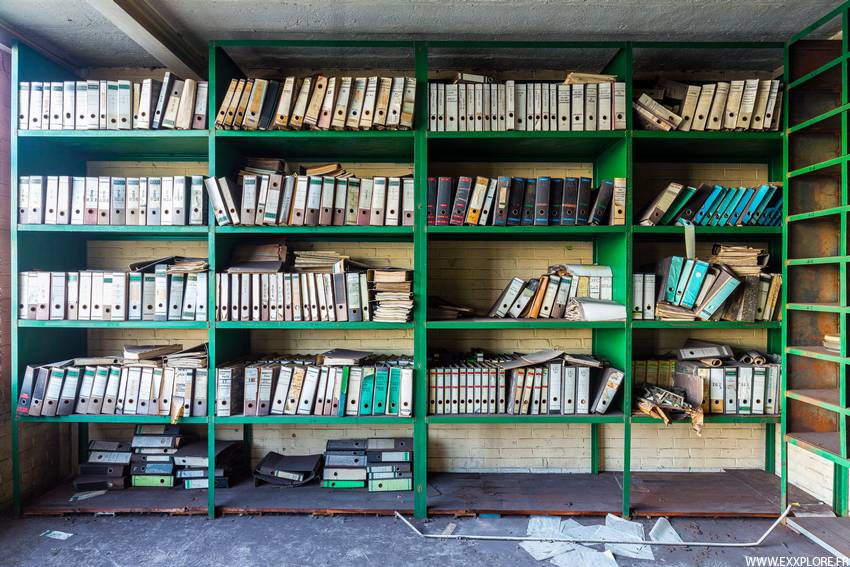
Juste à côté, se trouve des armoires remplies de plans poussiéreux, classés par type d'installation. Cela nécessiterait des semaines de tout visionner !
D'une manière générale, on a l'impression qu'une partie a été vidée mais que l'autre n'a pas suivie et a été littéralement oubliée. Les photos ne montrent pas toute l'étendue de papiers/plans qui a été laissé ici, des salles entières sont pleines d'archives étalées au sol, ou s'entassant dans des dossiers en train de moisir. C'est un beau gâchis.

Quelle belle vue de bureau...c'est définitivement le mot de la fin.
Atelier Locomotives









Pas très loin des ateliers centraux, l'atelier loco sert de maintenance et de réparation réparti sur trois lignes. Tout en longueur et formant une sorte de "L", le bâtiment s'adjoint au fond d'une petite partie en sheds où se trouve des compresseurs et le stockage.
On peut supposer que les deux locos restantes servaient à tracter, les wagons à réparer.






Il reste un peu d'outillage. Tout est globalement en bon état, un peu mal rangé, un peu vieillot pas encore décrépi.








Quelques pièces de rechange pour locos dont plusieurs type de ressorts, à spirales ou de suspension. Les ressorts de suspensions sont formés de plusieurs lames dont la longueur augmente de bas en haut. Ils absorbent mieux les efforts de traction et compression que les ressorts classiques à spirales. Ils sont posés directement sur le bâti de la boite d'essieu.






Et puis évidemment quelques essieux. Chaque loco en comporte 4 mais cela peut monter beaucoup plus, je pense notamment aux wagons-torpilles. Notez que sur la loco 105 il n'y a plus du tout de bogies, le châssis est posé à même le sol.






C'est moins défraîchi qu'aux ateliers, mais la sécheresse est déjà bien entamée. Cet atelier est abandonné depuis beaucoup moins longtemps.
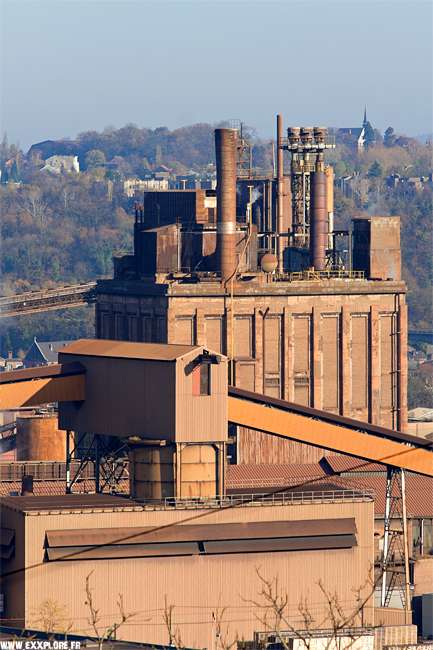
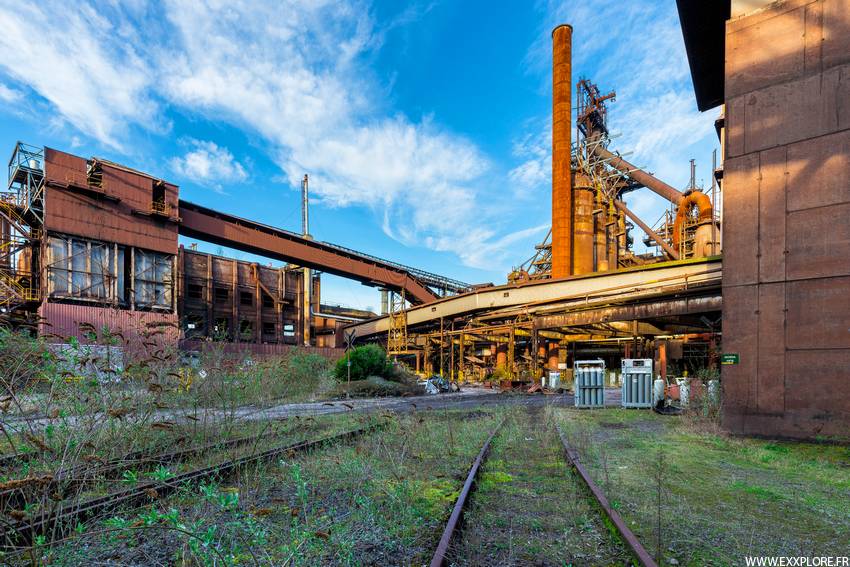
Haut fourneau B d'Ougree

A partir du début du 19ème siècle le petit village d'Ougrée va commencer à se transformer, les premiers charbonnages sont implantés en 1811. Sans le savoir, l'arrivée de John Cockerill va alors propulser le village en une véritable ville industrielle. Alors que Cockerill démarre ses hauts fourneaux en 1826, il faut attendre 1835 pour voir la naissance de la Société des Charbonnages et Hauts Fourneaux d'Ougrée, qui intègre les charbonnages et la sidérurgie. Les deux premiers hauts fourneaux sont mis à feu en Avril 1837, puis deux autres 10 ans plus tard.
En 1892, la société fusionne avec la Fabrique de Fer d'Ougrée (créée en 1809) et se baptise Société Anonyme d'Ougrée afin de pouvoir pleinement diriger tout le processus sidérurgique. Cet effort est encore plus développé quand en 1900 la société fusionne avec la Société Anonyme des Charbonnages de Marihaye pour bénéficier d'une source complémentaire en charbon.
En 1913 huit hauts fourneaux sont à feu.
En 1955, c'est la fermeture de la division des charbonnages d'Ougrée et la fusion avec Cockerill pour former Cockerill-Ougrée qui deviendra au fil des années Cockerill-Ougrée-Providence (1966), Cockerill (1970), puis Cockerill-Sambre (1981), Arcelor (2001) et enfin ArcelorMittal en 2006.
Ougrée et Seraing ont été impacté par l'industrie sidérurgique, les hauts fourneaux font partie du paysage, en 1913 on en compte 21 ici.
Le haut fourneau B d'Ougrée est issue de la société Cockerill-Ougrée, il est construit en 1962. Sur les huit fourneaux, qui ont été construits ils sont montés en ligne (2X4). le HF-B est construit afin de moderniser les anciens hauts fourneaux (HF-6, HF-7, HF-8) qui s'arrêtent alors, sur une série de trois nouveaux (HF-A, HF-B et HF-C) mais seul le B sera construit au final. A ce moment il y a encore le HF-3, HF-4, le HF5, le HF-6 (Seraing) et le HF-B mais à partir de 1984, il ne reste plus que deux hauts fourneaux dans le bassin : le HF-6 (Seraing) et le HF-B.
Le HF-B est arrêté en Mai 2009 puis finalement redémarré l'année suivante (2010) il s'arrête définitivement en Octobre 2011.




Ces photos datent de 2010 alors que le site était en marche, tout était éclairé, les torchères brûlaient l'excédent de gaz, tandis que les skips faisaient des va-et-vient incessants entre le gueulard et le chargement, ca sentait bon le charbon à Ougrée !










Si je me souviens bien (Cf: Première photo), c'est la première vue que j'ai faites de ce site et c'est celle qui m'a le plus marquée par son ambiance industrielle.






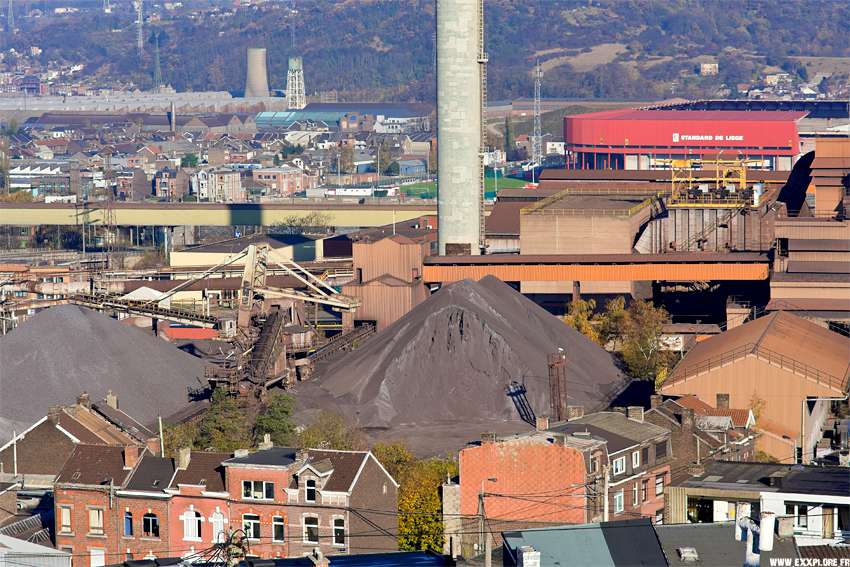
Stockage Minerai
C'est ici qu'est stocké le minerai brut arrivé par péniches. On stocke également de la castine.








Agglomération DL3
Voici plusieurs installations qui sont à l'abandon depuis un moment sur le site. Il s'agit des vestiges d'une partie de l'agglomération DL3.










Agglomération DL5
L'agglomération DL5 est un appareil utilisant un processus de calcination DL (du nom de ses inventeurs A.S. Dwight - R.L. Lloyd, 1907) qui utilise des grilles mobiles à chaud, de cinquième génération installée pendant l'ère Cockerill en 1976, modifiée en 2000 et arrêtée définitivement en 2009. Elle remplace la DL3, partiellement visible encore au Nord-Ouest du site, la chaîne est détruite en 1981, il ne reste plus que des bâtiments vides de criblage et broyage (voir ci dessus). La DL4 située sur le site de Seraing est quand à elle arrêtée en 1985. LE HF-6 est alors relié par bandes transporteuses jusqu'à la DL5.
Cette installation est une usine d'agglomération par frittage. La chaîne d'agglomération a pour but de traiter thermiquement les minerais de fer de faible granulométrie en vue de les transformer en un matériau cohérent idéal pour alimenter un haut-fourneau
. Le minerai de fer provenant des mines n'est pas utilisable en l'état, il doit être au préalable traité :
Précédemment on enfournait des minerais tels qu'ils étaient extraits de la mine, c'est à dire avec une granulométrie de 0 à 400mm voire même 600m. La quantité de fines enfournées (0-8mm) en mélange avec de très grosses particules (>40mm) entraînait dés lors une forte hétérogénéité de la charge ferrifère avec d'une part des difficultés pour le gaz de passer (mauvaise perméabilité au gaz des couches de minerais) et d'autre part une réduction difficile des oxydes de fer. On avait une descente difficile des charges avec une répartition irrégulière du courant gazeux dans le fourneau, engendrant dés lors des qualités de fonte très irrégulière, des instabilités thermiques, des productivités faibles et des consommations de coke très élevée.
La fabrication d’aggloméré se déroule comme suit :
- Mélange de minerais et bouletage
- Chargement et allumage de la charge sur la chaîne
- Cuisson
- Refroidissement
- Criblage
- Dépoussiérage
Le minerai de fer arrive par bateaux. Il subit un criblage en fonction de sa granulométrie et un concassage des plus gros morceaux. Les minerais fins sont directement mélangés avec d'autres fins (poussières) et d'autres éléments (castine). On le stocke au total dans 23 trémies (loges):
- 2 loges à combustibles
- 1 loge à fines de retour d'aggloméré "chaîne"
- 1 loge à fines de retour d'aggloméré provenant du criblage de l'aggloméré
- 5 loges à additions
- 1 loge à poussières d'épuration de gaz HF
- 1 loge pour la récupération des poussières des différentes tours de dépoussiérage
- 1 loge pour la chaux vive
- 12 loges pour le minerai
- 2 loges pour les poussières d'electro-filtres
L'ensemble des matières est ensuite envoyé vers un mélangeur-bouleteur, qui va préformé le minerai. Le mélange est ensuite distribué vers une trémie qui va l'étaler via un convoyeur oscillant sur la chaîne de cuisson. La hotte d'allumage se charge d'enflammer le mélange qui prend feu grâce au coke contenu dedans. Au fur et à mesure que la chaîne avance et sous l'effet de la chaleur les grains se soudent et se transforment en une sorte de pâte. Cette longue table est une ligne sans fin constitué de plusieurs chariots (225 chariots de 4,5m de largeur) où sont disposés des plaques d'acier à la verticale pour permettre le courant d'air favorisant la combustion et l'aspiration des fumées.
En bout de chaîne, l'aggloméré est broyé par un hérisson.
La surface de cuisson est de 516 m² et la chaîne a une capacité de production égale à 18000 t/24h.
Maintenant plus techniquement :
Le mélange de minerais, d'additions et une certaine proportion de combustible solide broyé (coke ou charbon) est chargé sur une grille. La masse est ensuite allumée à l'aide de 35 brûleurs sous hotte et on aspire l'air à travers cette masse. L'air entrant par la surface d'inflammation brûle le combustible en dégageant suffisamment de chaleur pour fritter et scorifier la matière à agglomérer. La vitesse d'avancement de la grille ou plutôt de la chaîne est telle que toute la masse est aggloméré en fin de chaîne. Ensuite, cette masse d'aggloméré sera refroidie puis criblée. L'aggloméré fin impropre à la consommation au haut fourneau retournera dans le mélange à l'entrée de la chaîne, ce sont les fines de retour machine et fines de retour haut fourneau.
- La séquence 1 comprend 26 doseurs à à débits réglables situés sous les silos de stockage dont le remplissage est indépendant de cette séquence, celui-ci étant en charge de la manutention. Les silos sont répartis de part et d'autres du transporteur collecteur. Les silos contiennent les différentes matières composant le mélange.
- La séquence 2 comprend un mélangeur et un bouleteur dont le rôle est de réaliser grâce à l'injection d'eau par des rampes de pulvérisation d'eau un microbouletage de poussières et de fines de combustible sur les grains minéraux et sur les fines de retour.
- La séquence 3 a pour but d'amener une partie d'aggloméré provenant du criblage (15/25) sur la chaîne pour servir de couche de protection de la grille et éviter à celle-ci d'être en contact avec le front de flamme. Une même couche de grille sert de tampon entre l'amenée de la couche de grille et de la chaîne.
- La séquence 4 comprend une partie cuisson et une partie refroidissement. Son rôle est d'effectuer dans un premier temps la cuisson du mélange cru préparé, cuisson faite sur toute la longueur de la chaîne et dans un deuxième temps de refroidir cette matière.
- La séquence 5 permet de cribler et d'évacuer l'aggloméré sortant de la chaîne. Elle comprend deux lignes de cribles.
- Le séquence 6 récupère les fines d'aggloméré.
- La séquence 7 à pour rôle le dépoussiérage : des fumées de cuisson, des fumées du hérisson, du chargement / déchargement du refroidisseur, des fumées d'ambiance.







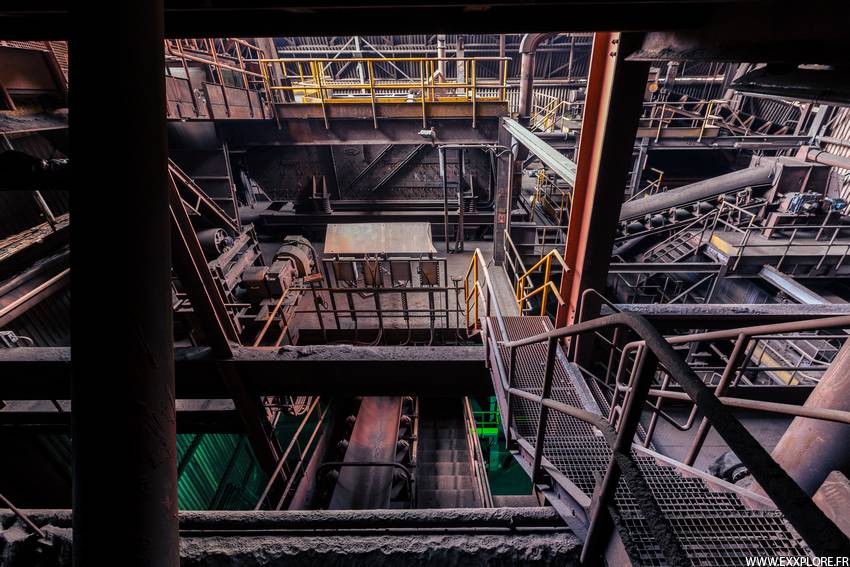
Tout est imbriqué, au fil des années tout s'est enchevêtré, c'est un véritable chevauchement de convoyeurs naviguant sur tout le site !




Voici les arrivées de bandes transporteuses pour le minerai de fer, il est déversé à travers les grilles.





Et donc voici les silos de stockage cylindriques des minerais de fer et additions équipés de dosomètres afin d'établir un mélange du minerai avant l'envoi vers le bouleteur situé à peu près en dessous.





Une vue compliquée sur l'installation de bouletage constituée : d'un mélangeur rotatif au dessus et du bouletage en contrebas. Les matières sont introduites à une extrémité et descendent par gravité (entre 3 et 5 %).Le rôle est de réaliser grâce à l'injection d'eau un micro-bouletage de poussières et de fines de combustible sur des grains minéraux et sur les fines de retour.
Comme son nom l'indique le mélangeur assure le mélange des matières et le bouleteur le micro-bouletage par addition d'eau pulvérisée.







Nous voici dans le plus grand hall de l'agglo, il s'agit de la chaîne de cuisson.









Cette pâte est broyée par ce hérisson en bout de piste et envoyée directement vers le refroidisseur que nous allons voir ensuite.








Située juste en dessous de la chaîne, ces gaines viennent aspirer les fumées grâce à de puissants ventilateurs situés au rez de chaussée. Ces fumées très poussiéreuses sont collectées sous les gaines dans plusieurs trémies et déposées sur deux bandes transporteuses qui se chargent de les ramenées dans les trémies de stockage.
Au niveau du sol, c'est un véritable chaos de bandes transporteuses et de récupération.




Les ventilateurs aspirent les fumées sous la chaîne dans les électrofiltres. L'agglomération en possède deux. Chaque électrofiltre est constitué de 3 champs composés de plaques sur lesquelles les poussières sont retenues grâce au champ électrostatique crée devant celles-ci. Un système de battage enlève les poussières des plaques. Ces poussières sont reprises sur le redler sous le double sas. Ces poussières sont recyclées dans le mélange et acheminées vers le silo à fines de retour. Un troisième électrofiltre est utilisé pour le dépoussiérage d'ambiance.
Refroidisseur
Bien que cette installation soit extérieure au bâtiment de l'agglo, il convient de l'ajouter au processus de finition d'agglomération. Cette installation sert simplement à refroidir l'aggloméré. C'est un bâtiment circulaire où l'aggloméré est déversé dans 50 chariots, quatre ventilateurs centrifuges débitant dans un tunnel sous ces chariots assurent le refroidissement de l'aggloméré. Cette installation est assez surprenante car c'est la première que nous voyons de ce type.
Les agglomérés sont ensuite envoyés au criblage puis stockés avant d'être acheminés vers les trémies HF-B ou le HF-6 par bandes.
L'installation de refroidissement était auparavant directement installée en fin de chaîne de cuisson avant d'arriver au hérisson. Mais afin d'augmenter la production, cette partie a ensuite été délocalisée extérieurement permettant ainsi une zone de cuisson plus étendue et un refroidissement plus important. Ce refroidisseur est aussi appelé "carrousel" de part sa forme.













Le produit final est un minerai adapté mais de forme irrégulière et poreux (pleins de trous) mesurant moins de 5cm.
Des années de poussières se sont accumulées les poutres sont rongées et méconnaissables mais bien touffus de mousses, la nature reprend toujours ses droits !





Les deux cheminées sont disposées à chaque bout de l'agglo, l'une pour l'aspiration des fumées issue de la cuisson et l'autre pour le refroidissement. Elles font chacune 7m de diamètre pour 100m de haut.






L'installation est impressionnante et magnifique avec ces lumières. Après être refroidi les agglomérés sont criblés à froid, cette séquence permet de séparer l'aggloméré qui sera envoyé au fourneau des fines de retour recyclées dans le mélange cru. L'installation se compose de deux lignes de criblages identiques équipées de deux cribles chacune. Les premiers cribles possèdent 2étages, le tamis supérieur sépare l'aggloméré le plus grossier supérieur à 30mm qui est envoyé vers la stabilisation. L'aggloméré dont la granulométrie est inférieure à 30mm sera criblé sur le tamis inférieur (18-30mm). La fraction granulométrique comprise entre 15 et 25mm sera envoyée dans une trémie subverse dont une partie servira de couche de grille et l'autre fera partie de l'aggloméré marchand. La fraction inférieure à 15mm sera finalement criblée sur un second crible à 6mm. La fraction inférieure à 6mm sera recyclée dans le mélange cru. Ce sont les fines de retour. Tandis que la fraction comprise entre 6 et 15mm est envoyée vers le fourneau.
HF-B - Plancher de coulée
Le HF-B est construit par la société Ougrée-Marihaye et mis en service au début de l'année 1962. Il produit alors 1800 tonnes de fonte par jour. Sa première réfection a lieu seulement 5 ans après sa mise à feu en 1967, puis en 1974, en 1980 et en 1982 où on y creuse un second trou de coulée. Une nouvelle réfection à lieu en 1990, en 2000 puis 2007, il coule maintenant près de 5000 tonnes de fonte par jour.
Le HF-B est haut de 81m, lors de sa construction il a le diamètre le plus grand en Europe avec 9m de diamètre. Il comprend 26 tuyères et 252 staves en cuivre.
En Mai 2009 il est mis sous cocon, puis il est relancé en Février 2010 pour face à une forte demande en tôles. En Avril à lieu la première coulée. Le HF-B est le dernier à s'éteindre définitivement, en Octobre 2011.
Au débouché du trou de coulée approximativement toutes les trois heures, de la fonte et du laitier s'écoulent du creuset, du laitier (en haut) et de la fonte (en bas), on débouche à la perforatrice et on laisse s'écouler le laitier en premier vers une route dédiée, puis la fonte qui coule vers un basculeur qui va se charger de remplir les thermos, attendant en dessous du plancher. On rebouche le trou à la boucheuse jusqu'à la prochaine opération et ainsi de suite.





Nous voici au plancher de coulée au TC1. Il y a eu quelques petits changements : la hotte "TC1" n'est déjà plus là, à droite couleur aluminium c'est la toute nouvelle perforatrice, qui n'a jamais servie, la boucheuse est quand a elle juste en dessous.





Nous voici maintenant au TC2. Là aussi c'est il y a une nouvelle perforatrice.








Les hall des planchers TC1 et TC2 sont bien identifiés avec le rehaussement de leurs toits et tous deux situés en perpendiculaire. Le HF-B trône au milieu du gigantisme du site, avec la "route" (expression que j'ai moi même donnée) de convoyeurs qui passent au centre et qui nous emmène (en vrai à l'agglo) bien au delà, vers le HF-6.
Une tuyère est formée par un tronc de cône à double enveloppe alimentée d'eau sous pression. La partie terminale ou nez est généralement soudée. Leur nombre varie suivants les dimensions du haut fourneau. Leur axe est horizontal et elles font une légère saillie à l'intérieur du fourneau. Elles ne sont pas encastrées directement dans la maçonnerie du fourneau, mais sont placées soit dans une caisse en bronze à circulation d'eau intérieure (la tympe) ou dans un caisson en fonte ouvert et arrosé d'eau extérieurement (chapelle) quelquefois les deux.
Au dessus des tuyères normales se trouve une rangée de tuyères plus petites appelées tuyères de secours. Les tuyères sont mises en communication avec la conduite circulaire de vent chaud par l'intermédiaire d'un busillon et d'un porte vent.
La tuyère insuffle l'air chaud directement dans le creuset.





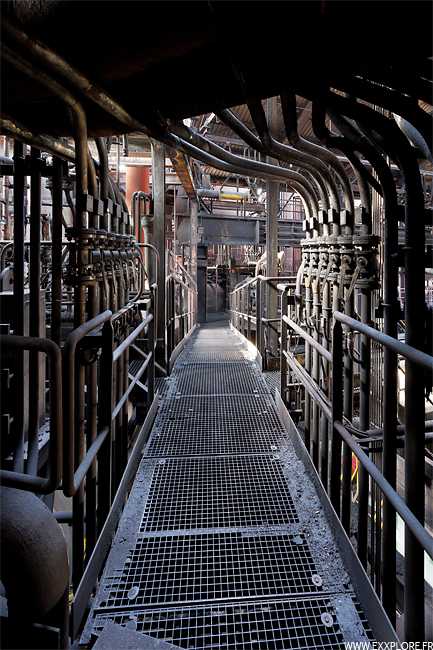
Au dessus des tuyères c'est un sacré bazar de tuyaux !




C'est un lieu inaccessible sauf en cas de réfection, voici l'intérieur de la cuve qui doit être garnie de staves, en haut au centre c'est l'arrivée du gueulard et sur le côté, les prises de gaz. Je donne l'échelle afin de bien montrer la hauteur effective de la cuve.




En montant les différents étages, on s'aperçoit de la quantité de canalisations qui servent à refroidir la cuve en faisant ruisseler l'eau sur la paroi.
La cuve est refroidie par 252 staves, et parcourus par des centaines de tuyaux qui sont alimentés constamment en eaux dans un circuit fermé (3500m³/h).
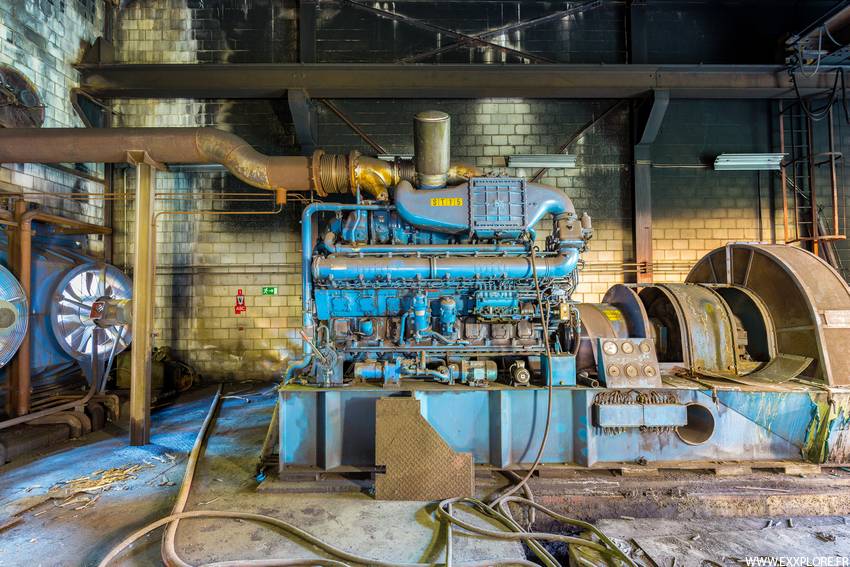
Ventilation
Les aéroréfrigérants servent à refroidir l'eau qui circule tout autour de la cuve du haut fourneau. Il y en a 12 pour la cuve et 4 pour les tuyères. Elles sont toutes alimentées par un moteur diesel.





Cowpers
Afin d'obtenir une combustion continue, le haut fourneau doit recevoir une quantité importante de vent à des températures élevées (1000°C). Le vent est produit par des soufflantes (Centrale énergie 5) puis réchauffés par les cowpers. Le cowper est un cylindre de 8,5m de diamètre pour 43m de haut. En règle général ils vont toujours par trois. Le premier réchauffe le vent jusqu'à 1450°C, le second insuffle son air dans la circulaire au niveau du plancher tuyères, tandis que le troisième ne sert qu'en cas de secours.
Le principe de fonctionnement est celui des échangeurs, c'est à dire que l'on fait passer successivement et en sens contraire, les fumées chaudes puis l'air à chauffer dans une même enceinte.







Les cowpers sont nommés CW.B1, CW.B2, CW.B3.
Charbon pulvérisé
Il s'agit sans doute de l'installation la plus dangereuse du site car elle cumule tous les facteurs d'explosion. C'est aussi une installation assez compliquée qui dans les grandes lignes sert à broyer du charbon très finement, à l'état de poudre, afin de pouvoir l'injecter directement au niveau des tuyères et obtenir un meilleur rendement calorifique sur le vent et donc sur la combustion des charges.
L'utilisation de charbon pulvérisé s'est développée dans la fin des années 1970 et sert surtout à éliminer l'utilisation du coke, cher à produire tout en augmentant le rendement.
Cette installation est installée par Cockerill-Sambre au début des années 1990 après son déploiement sur le site de Marchienne. Il s'agit à peu de choses près de l'exacte réplique. Elle fera l'objet d'une description plus complète dans la page de Marchienne.












Chargement
Tout prêt du HF-B se trouve une série de trémies de chargement, afin d'alimenter la bête en continue. Il se compose de trois parties :
- Préparation de l'aggloméré
- Préparation du coke
- Préparation des minerais et additions
L'aggloméré est stocké dans 9 loges de 250t. Il est ensuite extrait, criblé et pesé selon les consignes fournies au poste de commande. Le coke est stocké dans 2 loges. Il est soutiré, criblé et pesé selon les consignes de poids des skips encodées par l'opérateur du haut fourneau. La préparation des minerais et additions se fait par l'intermédiaire d'une installation de dosage automatique. Les matières sont contenues dans 13 loges. Elles sont ensuite extraites et pesées selon les consignes de poids des matières fournies par le poste de commande du haut fourneau.












Quelques installations diverses se trouvant aux abords du HF-B :
- 01 : Analyse Gaz et Trémies à laitier
- 02-03 : Le dépoussiérage devant la pulvérisation charbon
Skip
Les matières à enfourner doivent être montées en haut du haut fourneau au niveau du gueulard. Pour cela le système de compose de deux chemins de roulement sur lesquels se déplace alternativement deux skips : l'un monte plein et l'autre descend vide.







Les deux skips au point le plus bas. On voit bien les attaches et le compartiment intérieur garni de réfractaires. Nous allons monter pour arriver aux molettes.




On y voit les câbles de treuillage passant au dessus et s'enroulant au centre aux premières molettes de contrainte et tout en haut à celles de renvoi.







Les bennes du skip déversent leur chargement dans deux trémies (sas) de stockage (visible sur la photo) au dessus du gueulard. Le gueulard Wurth permet une répartition uniforme du chargement dans la cuve.







Voici l'ancien hall de charge, avant l'utilisation des trémies et du skip actuel.





Bien rangés, se trouvent ici quatre bennes Staehler, deux par wagon en suivant le système l'une descend, l'autre monte. Cet ancien mode de chargement, est aujourd'hui un vestige du passé, cette cloche était chargée de minerai puis accrochée à l'aide de son crochet central puis montée jusqu'au gueulard, où enfin le fond déversait son contenu.




Chaque wagon est équipé d'une balance, afin que les deux bennes soient respectivement du même poids.
Les wagons circulent dans le hall de charges, les bennes sont remplies par des trémies que l'on distinguent en hauteur tout le long.
Bleeders - Epuration gaz
La combustion produite à l'intérieur de la cuve dégage des gaz qui sont récupérés (principe de contre-courant) au niveau du gueulard dans deux conduites qui longent la partie haute du haut fourneau et se rejoignent en un point vers une conduite centrale que l'on appelle "downcomer". Cette conduite redescend vers le pot à poussière qui va se charger de nettoyer le gaz de ses impuretés via une épuration sèche (sac à poussières et cyclone) et puis une épuration humide (laveur puis électrofiltres). L'eau est ensuite elle même lavée dans les installations d'épuration. Le gaz propre, est par la suite ré-injecté dans le réseau vers la centrale énergie.








C'est l'étage le plus haut du haut fourneau, on y accède quasiment jamais car c'est saturé en gaz. Le bleeder sert à évacuer l'excédant de gaz.

Des installations diverses se trouvant aux abords de l'épuration :
- 01 : Tankers à azote




D'en haut on peut se rendre compte que le site est très grand. Il s'agit d'une vue aux quatre coins :
- 01 : Vue sur le TC2 (en bas), les chaudières (à gauche), la centrale énergie (à côté) et l'agglomération (au fond)
- 02 : L'ensemble de la centrale énergie
- 03 : L'agglomération (à gauche), une vue sur l'entrée du site et le criblage (à droite) et en contrebas, le dessus des cowpers
- 04 : La même vue centrée sur les cowpers en contrebas
- 05 : Les accumulateurs (désaffectés), et le skip en contrebas.
Nous allons visiter tout ca !
Pompes Meuse
Cette micro-installation se résume à trois pompes, sortie d'un âge industriel révolue, mais pourtant toujours en marche. Ces pompes s'occupent de pomper l'eau de la Meuse et de la filtrer. Elle est ensuite envoyée vers tous les secteurs qui ont besoin d'eau, notamment la partie énergie et refroidissement.







Centrale énergie
La centrale énergie est constituée de deux principaux bâtiments : la partie chaudière (tour) et le hall énergie (bâtiment en longueur). C'est ici qu'est produit l'ensemble énergétique du site sous trois formes : électricité, vapeur, et air sous pression.
Le bâtiment des chaudières comporte deux grosses chaudières (10 et 12) générant la vapeur d'eau d'eau à partir de la Meuse (Pompes Meuse) ou à partir du gaz.
Sa construction remonte à 1950.
L'électricité est produite dans le hall énergie par des moteurs ou turbo-alternateurs alimentées au gaz ou à la vapeur. Le vent est produit par des soufflantes alimentées par le gaz de cokerie et de haut fourneau ou par des turbo-soufflantes.
Il s'agit de la cinquième génération (centrale électrique 5), sa construction remonte à 1911.





Une fois encore l'environnement autour du bâtiment est dense en canalisations.








Nous entrons dans la partie centrale énergie. Nous voici dans la tour, il s'agit principalement de chaudières et du traitement de l'eau.










Quelques vues du HF-B depuis ici...




Et nous voilà dans la partie hall énergie.














Voici purement la partie électrique avec la grande salle des turbines. Au fond se trouve une turbine d'appoint qui marche au fuel.
Au fur et à mesure des visites, sur cette dernière turbo, les trois aspects : en activité, à l'arrêt et la complète disparition, stupéfiante...





Divers







Ce premier hall est situé à proximité de l'entrée et tout proche du bâtiment administratif. Il est collé au bâtiment de criblage que nous allons voir ensuite. Ces deux bâtiments ont servis précédemment comme centrale (centrale 1 et centrale 2) de 1908 date de leur construction, jusqu'en 1973 où le bâtiment administratif fût construit.
Le hall maçon sert à la réfection des réfractaires.








Il s'agit du criblage pour le minerai de fer, il s'agit d'un bâtiment dédié et complètement à part de l'agglo.



Ce bâtiment est situé près des anciens silos, cette double ligne de convoyeurs qui le traverse aujourd'hui servait autrefois apparemment de château d'eau, ce qui parait logique vu la proximité avec les pompes. Le bâtiment tout en briques est d'époque. Ce bâtiment en particulier a servi entre 1940 et 1989 comme usine de permutite, pour adoucir l'eau.




Ce bâtiment est déclassé, il est le vestige de l'ancienne cokerie qui se trouvait précisément ici. Ce bâtiment servait au criblage coke. Sur la première photo, à gauche on voit les crassiers à fonte, au centre la ligne SNCB toujours active qui passe sous le site, les convoyeurs qui la longe est l'arrivée charbon.








C'est une constante esthétique, les toits sont moussus, avec ce contraste de couleur cela donne une véritable ambiance industrielle naturelle.




Sur une voie abandonnée, des poches attendent silencieusement alors que la végétation s'installe doucement.




Elles ne sont pas toutes jeunes en témoigne cette date de révision, elles servaient alors au transport de fonte. L'avantage de ces poches c'est qu'elles peuvent être utilisées directement à l'aciérie, plutôt que de déverser la fonte. Inconvénient, elles ont une capacité moins élevée que les torpilles, et se refroidissent plus vite.








Dernier regard, dernier adieu.










Un site toujours époustouflant à chaque fois.




Toujours plus beau !



Haut fourneau 6 de Seraing

Le 26 avril 2005 le haut fourneau 6 effectue sa dernière coulée sur la décision d'Arcelor, dans le cadre de la fermeture définitive de la phase à chaud à Liège prise le 24 Janvier 2003. Mais contre toute attente, en février 2008 alors propriété d'ArcelorMittal, le haut fourneau est rénové et relancé, à cause d'une forte demande en acier (un million de tonnes par an serait bénéfique pour faire face à la forte demande européenne), la première coulée est effectuée en Mars et produit plus de 3500 tonnes de fonte. C'est un grand soulagement pour des centaines d'ouvriers.
Malheureusement cet investissement de 20 millions qui devait à terme durer et voir l'arrêt de celui d'Ougrée en 2009, ne se fait pas, neuf mois plus tard en Novembre 2008, c'est l'arrêt du haut fourneau à Seraing, sur fond de crise économique et d'une hausse des prix des matières premières.
Aujourd'hui (2010) le HF-6 est toujours à l'arrêt, même si il est régulièrement entretenu (le site est toujours sous tension) et vérifié, c'est un haut fourneau qui sera difficile à redémarrer puisque sa durée à l'arrêt ne fait qu'augmenter. Il devient plus vétuste et donc plus coûteux à entretenir surtout sans production. C'est fort probable qu'il ne soit jamais rallumé.
Le HF-6 a été dynamité le 16 Decembre 2016.




Le HF 6 est le dernier haut fourneau à Seraing, il est mis à feu le 26 avril 1959 par la compagnie Espérance-Longdoz, il est issu d'une longue série qui a débuté en 1838. Il produit à ses début "seulement" 1500 tonnes de fonte, alors qu'aujourd'hui au fil des améliorations, il atteint 5500 tonnes par jour (1,7 millions par an).





L'épuration des gaz se fait par cette bouteille à poussière (Cf: Avant dernière photo).




Le HF 6 comporte 26 tuyères. C'est ici qu'arrive le vent chaud des 4 cowpers.







Nous voici sur le plancher de coulée, à Seraing il n'y en a qu'un, on voit très bien sur la droite la boucheuse (en bas) et la machine à forer (au dessus).
Au niveau du trou de coulée, cette barre enfoncée sert pour le redémarrage.












D'en haut il y a une formidable vue sur tout le bassin.















Cet escalier en colimaçon permet d'atteindre le dernier étage, il me rappelle celui de Clabecq.







Le basculeur reçoit la fonte par un bec situé au centre, puis s'écoule dans les busettes (les deux gros tuyaux de chaque côté), pour tomber dans les torpilles qui sont situées en dessous. Quand l'une est pleine, le basculeur "bascule" donc pour remplir la seconde torpille, ainsi la coulée ne s'arrête pas. Ici ces outils ont été démontés et placés dans un hangar proche du haut fourneau.












Un dernier regard en forme d'adieu.
Centrale énergie
Cette petite unité permettait de produire toute l'énergie nécessaire au bon fonctionnement du site et de générer également de l'air comprimé et de la vapeur. Elle se divisait en deux : un bâtiment accueillant les chaudières et un hall énergie accueillant les turbines.
L'électricité était produite à l'aide de gaz de haut haut fourneau et de cokerie et générait par des turbines alimentées par de la vapeur ou directement au gaz.
Le vent, nécessaire au cowpers, où il sera réchauffé était également produit ici par l'intermédiaire de soufflantes.
Enfin, à proximité se trouvait également l'ancienne sous-station électrique Esprance-Longdoz.
A la suite de l'arrêt du HF6, la centrale a continué à produire de l'énergie pendant une petite durée, grâce à la cokerie pour alimenter les autres usines du groupe. Après son arrêt, le site a été très rapidement vandalisé à un point qu'il ne restait plus rien à sauver : c'est allé très loin dans le pillage, puisque tout le cuivre a été volé, tout ce qui avait de la valeur à été démantelé, des individus sont restés des semaines entières, et ont même "habités" le lieu tandis qu'un crime patrimonial était en train de se commettre à la vue de tous. Malheureusement ce n'est pas un cas isolé et toutes les installations de la région ont été victimes de ce phénomène.









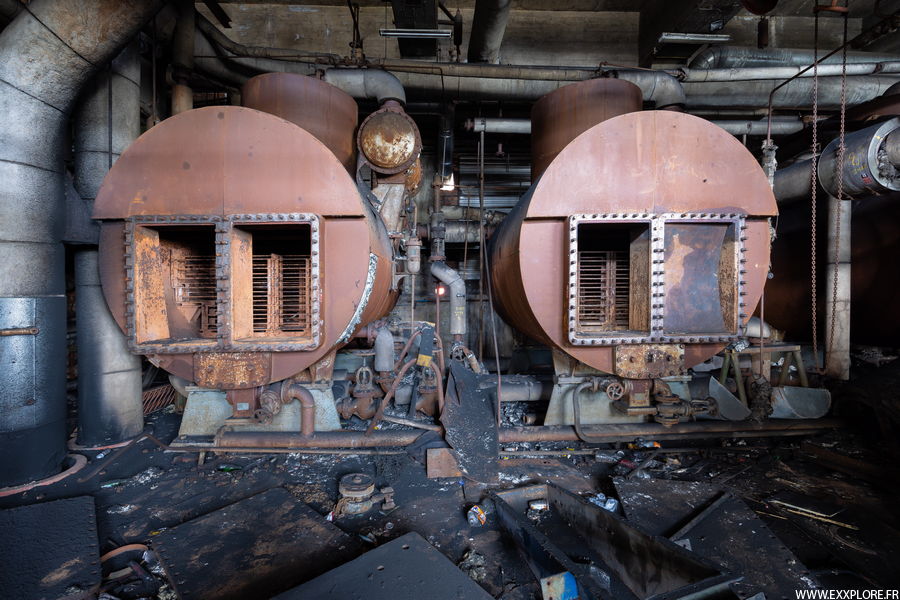

Voici la partie chaudière, il y en avait deux grandes et une partie ancienne. Aujourd'hui ce n'est plus qu'un tas de ferraille.
Ce dernier modèle est une génératrice provenant des établissements suédois STAL (Svenska Turbinfabriks AB Ljungström) avant qu'il soit intégré au groupe ASEA et doit dater des années 1913-1916.







Et voici le hall des turbines mais sans les turbines puisque tout a été démantelé. Il y en avait au moins 6. A priori ces turbines étaient toutes de marques STAL également.
La seule turbine (la septième) encore présente semble de marque différente. Aux côté de ses turbines se trouvaient également deux compresseurs de la firme Suisse Escher Wyss-Oerlikon.


Cokerie de Seraing
C'est une cokerie équipée de quatre batteries :
- Deux batteries Krupp-Koppers (K1, K2 construites en 1967 et 1971)
- Batterie K1 : 22 fours (97 à 118)
- Batterie K2 : 22 fours (119 à 140)
- Deux batteries Coppée (CK2, CK3 construites vers 1983)
- Batterie CK2 : 58 fours (38 à 95)
- Batterie CK3 : 37 fours (1 à 37)
- Batterie CK4 : 24 fours (désaffecté)
Elle comprend 139 fours et produit 800 000 tonnes de coke par an, soit 2500 tonnes par jour. C'est la dernière cokerie en activité (2010) dans le bassin liégeois et l'avant dernière en Belgique (Sidmar).
En 2010 avec l'augmentation de production du coke (grâce au haut fourneau B) l'allure des fours augmentent également, en passant à 185. Elle alimente les hauts fourneaux d'Ougrée et Seraing en coke par bandes transporteuses.
Depuis l'annonce d'ArcelorMittal concernant la fermeture de la cokerie en 2013, seul le groupe Oxbow Mining, société américaine produisant et distribuant des combustibles solides et de minerais, s'est manifesté pour la reprendre. Après plusieurs mois de négociations, il apparaît que la cokerie ne serait pas en aussi bon état, en outre il faudrait un investissement de 58,8 millions pour remettre l'outil aux normes. Pire, ArcelorMittal n'aurait pas respecté les normes environnementales et le terrain serait plus pollué qu'il n'y parait. De plus Oxbow Mining estime qu'il faudrait attendre à peu près 7 ans (vers 2020) pour que l'outil devienne rentable.
Trop d'incertitudes, trop de difficultés et trop coûteuse, tous ces problèmes auront raison et ne feront pas aboutir cet engagement.
Le dossier de la cokerie est donc clair et déjà bouclé, et disons le globalement en reformulant : le dossier de la sidérurgie à chaud à Liège, ne sera pas vendue mais disparaîtra bien totalement du paysage.
Cette opération complexe durera sur 18 mois pour la démolition et au moins autant sur la dé-pollution du site. ArcelorMittal a prévu une enveloppe de 60 millions d'euros.
Ces photos ont été faites avec Vincent, ma page ainsi que la sienne sont donc très complémentaires. Merci à lui pour ses corrections.








Voici une batterie de fours on y voit la défourneuse au centre, c'est un machine énorme (en comparaison avec l'ouvrier) qui sert au défournement donc, à l'arrière on y voit le "bélier" qui sert à pousser le saumon de coke.




Une nuit, dans la fureur de la cokerie : un bref instant immortalisé entre les enfers et la beauté d'une aurore. C'est un spectacle impressionnant.




Lorsque qu'un four est prêt à être défourné, l'ouvrier positionne la défourneuse en face du four, le tout précisément par guidage laser, puis "arrache" la porte et pousse le coke de l'autre côté du four (préalablement on a ouvert la porte, côté coke), celui-ci tombe ensuite dans le coke-car qui va l'emmener sous la tour d'extinction afin d'y être refroidi.






Une vue globale de la cokerie, on y voit le quai de déchargement côté Meuse, ainsi que le parc à charbon tout proche, la tour à charbon est au centre des quatre batteries, accolée à elle se trouve une première tour d'extinction, la seconde est en fond de batterie (à gauche sur la photo). A chaque bout de batteries se trouve une cheminée, notez que celle en briques (à gauche sur la photo n'existe plus maintenant).
L'extinction du coke est toujours impressionnante par la quantité de vapeur qu'elle dégage en si peu de temps.




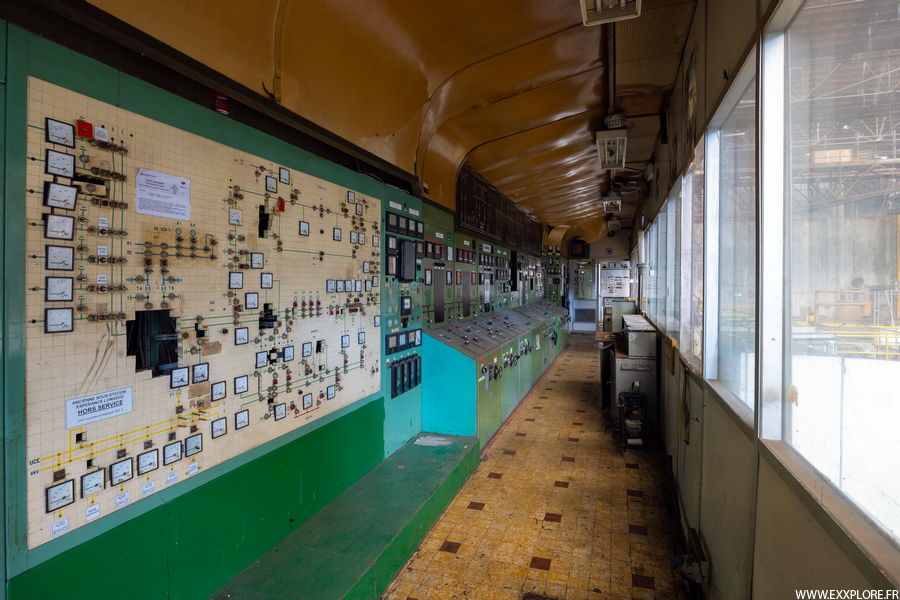
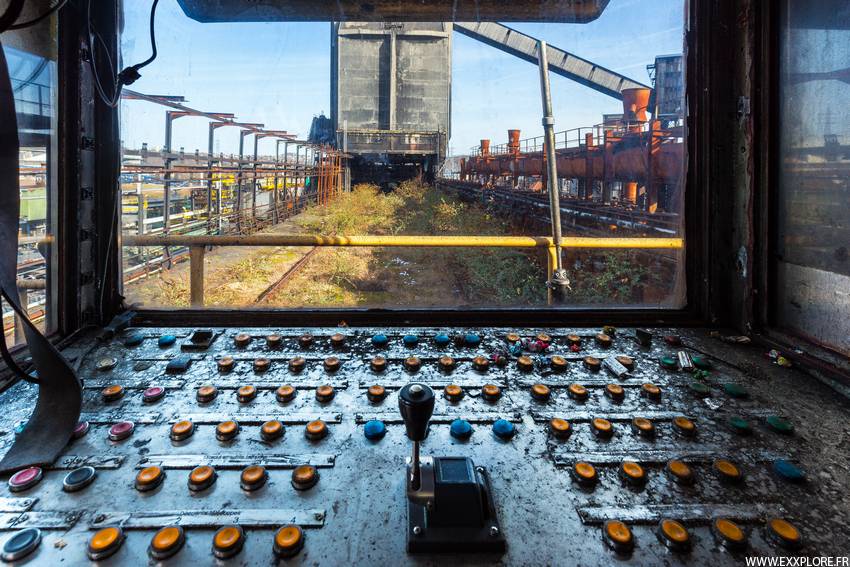
Poste de contrôle



Déchargement
Le charbon arrive aujourd'hui par voie fluviale. Il faut plus d'une journée pour décharger complètement une péniche à l'aide d'une grue.
On ne peut pas utiliser n'importe quel charbon en cokerie. il faut au préalable que le charbon soit "cokéfiant", c'est à dire qu'il puisse se transformer en coke. Lors de la cuisson, les charbons cokéfiants se détendent aux alentours de 350-400°C puis se solidifient vers 500°C.Seuls les charbons bitumineux peuvent être utilisés dans le processus de cokéfaction, c'est à dire la houille (les sous-bitumineux, les bitumineux hauts volatiles et les bitumineux bas volatiles) et l'anthracite.







Stockage charbon
A leur arrivée les charbons sont contrôlés par analyse d'un échantillon et stockés en silos selon leur origine. A Seraing il y a deux accumulateurs :
- Les anciens silos (désaffectés) d'une capacité de 7360 tonnes
- Les nouveaux silos d'une capacité de 10820 tonnes






Les deux accumulateurs sont biens visibles (Cf: Première photo), les nouveaux silos sont à gauche, et les anciens à droite (Cf: Seconde photo). Ils sont séparés au centre par un convoyeur unique avec une tour d'angle qui se charge d'amener le charbon en haut de la tour à charbon.
J'ai surnommé ces accumulateurs les "vaisseaux" ! Sans doute par leur forme.
La tour carré qui surmonte les nouveaux silos est un château d'eau qui est alimenté par les pompes Meuse que l'on verra plus tard.


Dans l'entre deux mondes, à gauche les nouveaux silos, à droite les anciens.




Tout en haut dans les anciens silos, un tapis roulant apporte le charbon qui avance via une roue qui se déroule et les déverse en contrebas dans les trémies.




Le charbon est stocké en fonction de son origine.






Et tout en bas il est déversé sur un convoyeur qui va l'envoyer au broyage.
A plusieurs endroits on notera la présence de braséros.





On utilisait des racleuses pour récupérer les charbons au niveau des ouvertures des trappes. L'engin est mobile et circule sur rail au dessus de la bande transporteuse.
Broyage charbon
Pour pouvoir utiliser ces charbons de qualités diverses on réalise des mélanges qui respectent des critères de cokéfaction tout en diminuant les prix de revient. C'est pourquoi il est souvent utilisé des charbons peu cokéfiants au vu de leurs plus faibles coûts. Mais ils doivent respecter ces principes :
- Une teneur la plus basse possible en soufre et en cendres car ces éléments sont indésirables en sidérurgie.
- De 6 à 8% d'humidité.
- De 23 à 25% de matières volatiles responsables du dégagement gazeux.
- Un pouvoir agglutinant suffisant entre les charbons.
Les grains de charbon ayant une taille supérieure à 3mm s'agrègent mal lors de la cokéfaction, une opération de broyage est donc effectuée afin d'obtenir, après cuisson, un coke plus résistant. Ce phénomène est dû à la présence d'impuretés dans le charbon qui en cas de broyage, sont dispersées de manière homogène et, par conséquent, ne sont plus assez concentrées pour fragiliser localement le coke.
A l’issue du broyage, le produit obtenu a pour dénomination : pâte à coke.






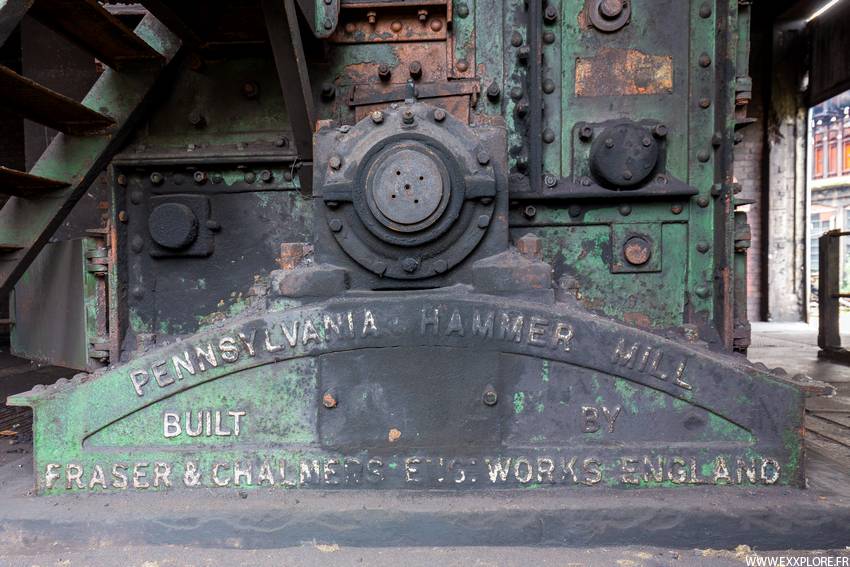
Le charbon arrive d'un convoyeur à l'arrière du bâtiment, qui passe souterrainement et qui le remonte directement en haut (Visible sur la première photo dans le stockage charbon et sur la troisième photo). Il est concassé dans ce broyeur de marque Américaine. Il part ensuite par convoyeur dans l'entre deux, vu précédemment, qui va l'emmener dans la tour à charbon.




Les lieux sont inévitablement plongés dans un chaos de poussières de charbon, on s'aperçoit alors de la finesse du broyage. En état de marche c'est un brouillard noir constant.
Fours
Il s'agit de la principale installation de la cokerie.
Les batteries de fours à coke sont composés d'une suite de fours séparés les uns des autres par un piédroit. Les batteries de Seraing sont des Koppers du type "compound" à courant circulaire et chauffage différentiel.
Les dimensions d'un four sont de :
- Largeur : 45cm
- Longueur : 13m
- Hauteur : 4m
Chaque four est en briques réfractaires à base de silice, il peut contenir 15 tonnes de charbon. Un ensemble de brûleurs est placé entre chaque four, cet ensemble est appelé un piédroit. Chaque piédroit est composé de 28 brûleurs. (On totalisait 4004 brûleurs en 1998). Les cellules composant le piédroit sont appelées carneaux et sont au nombre de deux (pair et impair). Chaque carneau est composé d'une alimentation en gaz (riche (cokéfaction) ou pauvre (issue des hauts fourneaux), d'une alimentation en air et d'une évacuation des fumées.
Dans chaque carneau, l'un reçoit la flamme pendant que l'autre évacue les fumées. Toutes les 20 minutes on inverse le rôle des carneaux pour répartir au mieux la chaleur dans le four : c'est l'inversion Copppée.
La combustion idéale se fait quand la proportion de gaz et d'air est suffisante. Elle est dites oxydante quand il y a trop d'air par rapport à la quantité de gaz, elle est dites réductrice quand justement il y a un manque d'air par rapport à la quantité de gaz.
Au dessous de chaque four il y a deux régénérateurs dont l'un est relié aux carneaux pairs et l'autre aux carneaux impairs. Ainsi quand un régénérateur cède ses calories en réchauffant de l'air ou du gaz pauvre, le second régénérateur récupère des calories en évacuant les fumées. Chaque régénérateur est relié à une boite à fumée appelée couramment culotte. Les boites à fumée sont équipées d'une soupape à fumée pour l'évacuation des fumées dans les trainasses et d'un clapet à air pour l'admission de l'air à réchauffer.
On distingue les boites à fumée "à air" et les boites à fumée "à gaz", qui sont reliées aux conduites à gaz pauvre
Le temps normal de cuisson est de 16h. Sur une tonne de charbon à 25% de matières volatiles et à 7% d'eau, cela donne :
- 750kg de coke
- 28 kg de goudron
- 10kg de sulfate d'ammoniaque
- 8kg de benzol
- 0,4kg de naphtaline
- 285nm³ de gaz brut




C'est l'élément central qui permet de stocker et alimenter les enfourneuses. Elle possède la capacité nécessaire pour une journée complète de production.
Dans toute cokerie la tour à charbon est positionnée au centre afin de desservir les deux/quatre batteries ou à une extrémité si il n'y a qu'une seule batterie (Anderlues).
La tour à charbon est principalement constituée de trémies et de bandes transporteuses qui acheminent le charbon, mais c'est aussi ici qu'est effectué le mélange optimal avant son enfournement. La batterie est divisée en deux pour chaque batteries de fours, qu'elle doit alimenter, ce qui fait qu'à l'intérieur les installations sont doublées.













Avant de débuter l’opération de distillation de la pâte à coke, il faut transférer la pâte dans les fours. L’équipe chargée des fours transfère une quantité de pâte dans une machine appelée enfourneuse. Cette machine est située et circule au dessus des batteries, elle remplit ensuite les fours par des ouvertures situées au dessus de ceux-ci, les bouches d’enfournement. Ces ouvertures se présentent sous la forme de bouchons et au nombre de quatre par four. Durant le remplissage, une autre machine appelée défourneuse s’occupe elle d’égaliser la charge de pâte tout le long du four afin d’assurer une meilleure répartition de la charge et homogénéiser la cuisson. Le remplissage fini, les ouvertures supérieures et latérale sont fermées et le processus de cuisson de la pâte débute.











Une vue rapprochée depuis le haut de la tour à charbon permet de bien comprendre de quoi nous parlons : à gauche la défourneuse 3, au centre l'enfourneuse 3 et à droite le quai d'étalage ainsi que la tour d'extinction au fond.










Comme on vient de le voir, l'enfourneuse réceptionne le charbon en se positionnant sous la tour à charbon où elle remplit ses trémies. Par ordre du chef de poste elle circule sur le quai d'enfournement jusqu'au four qu'elle doit charger. Ici à Seraing comme un peu partout, cet enfournement est réalisé par gravité. La machine est équipée d'un capteur de positionnement et permet donc de se mettre à l'aplomb de la bouche d'enfournement, qu'elle arrache par le biais d'un aimant. L'opération est réalisé quatre fois, pour les quatre bouches.
Dans le cas de l'enfourneuse 3, une fois la bouche ouverte elle positionne l'ouverture de la trémie de stockage en face. En général, à l'ouverture et donc au contact avec l'oxygène, il se produit souvent une production de fumée noire. Afin de ne pas déverser à côté, une colonne prolongeant l'extrémité de la trémie s'enfonce dans la bouche pour déverser intégralement dans la cellule. On appelle cette colonne le télescope.
Si l'on compare ce mode d'ouverture entre l'enfourneuse 3 et l'enfourneuse 5, le seul changement notable est que sur l'enfourneuse 5 l'ouverture et le versement sont représenté par une seule action et machine. Notons que le poste de pilotage est situé au dessus près des trémies sur l'enfourneuse 3 et au niveau du quai sur l'enfourneuse 5.
Un ouvrier est parfois réquisitionné pour nettoyer la bouche avant ou après l'enfournement afin d'effectuer un nettoyage.



Chaque four et colonnes sont identifiés par un numéro unique qui sert de guidage pour le défourneur et l'enfourneur.
La grande bouche est celle d'enfournement, les petites situées au dessus sont celles des carneaux, elles servent au cokier pour la vérification.
Chaque cellule de four, est équipé d'une colonne montante d'où s'échappe les gaz issu de la combustion contenant les distillats. Ces gaz sont récupérés dans le barillet, qui est un collecteur de gaz horizontal. Chaque colonne montante est prolongée à leur sommet par une tête de cheval.
Afin de traiter ces gaz on les acheminent vers un circuit de traitement d'où l'on va extraire les sous produits.
Chaque conduite d'évacuation coudée comprend un gicleur d'eau ammoniacale pour refroidir les gaz aux environs de 80°C avant l'entrée dans le barillet et une plaque d'obturation, appelée assiette, placée à la jonction avec le barillet et qui peut prendre deux positions. En position ouverte, l'assiette est à la verticale et laisse le passage entièrement dégagé pour les gaz. En position fermée, l'assiette est à l'horizontale et permet d'interrompre totalement le passage des gaz vers le barillet.
Durant la phase de cokéfaction, le clapet de la colonne montante de chaque four est fermé, ce qui permet l'évacuation des gaz au sein du barillet, les assiettes des fours étant alors en position ouverte.
A l'issue de la cokéfaction, lorsque l'on défourne le coke, le clapet est alors ouvert et l'assiette du four en position fermée, ce qui permet d'isoler le barillet du four et d'évacuer les gaz résiduels par la colonne montante.







Juste au dessus des fours on distingue le barillet inférieur, les têtes de cheval et le barillet supérieur relié à l'inférieur, qui va distribuer les gaz vers les sous produits.






Coiffant chaque tête de cheval se trouve des clapets de dégazage. En cas de trop forte pression on peut ouvrir ce clapet mais ce n'est pas du tout recommandé, cela provoque une grosse fumée jaune nauséabonde ! C'est pourquoi sont disposés de part et d'autres du barillet inférieur des torchères qui peuvent alors brûler l'excédant de gaz. Là aussi, ce n'est pas souvent le cas, car il y a une déperdition d'énergie.
Une batterie de fours à coke est composée d'une dalle et de deux culées en béton armé sur lesquelles reposent un ensemble de maçonnerie en matériaux réfractaires où sont aménagés les circuits internes de chauffage. Cet ensemble est maintenu par une armature métallique et est entouré des conduits des circuits externes d'alimentation et d'évacuation.
A titre architectural, une batterie est une construction purement symétrique.
Les fours sont séparés entre eux par des piédroits, chacun contribue au chauffage de deux fours sauf les deux piédroits qui sont placés aux extrémités de la batterie.




Les barres jaunes (Cf: dernière photo) placés au niveau des ailettes indiquent que les fours étaient désaffectés. Cet état fait suite à la diminution de production du coke, lors des dernières années/mois avant que la cokerie ne s'arrête pour toujours.
Comme dans le haut fourneau, quand c'est arrêté, il faut tout remplacer.






Chaque cellule de four est cloisonnée par deux portes (porte d'entrée, porte de sortie) à deux fermetures amovibles (ailettes) reliée par une barre. L'une côté machine, l'autre côté coke.
Coté coke, chaque porte est identifiée par un numéro qui désigne le four qui lui correspond (F91), son guide coke qui lui est attribué (GC5) ainsi que le carneau (on le suppose) (C95). Ces portes isolent le four de l'extérieur par deux ailettes situées en haut et en bas de la porte qu'il suffit de tourner en sens horaire pour ouvrir/dépressuriser. Ces portes agissent comme un sas. Côté guide-coke, le four est un peu plus large afin de faciliter la sortie du coke.
Côté machine, la seule différence visible, est située au dessus de la serrure du haut (au niveau des chiffres en blanc). Un compartiment carré, appelé portillon sert d'accès à la barre de repalage (ou repaleuse), qui vient alors égaliser la pâte pendant l'enfournement.
On le verra un peu plus tard, ce système de fermeture/ouverture est effectué par la défourneuse et le guide coke.
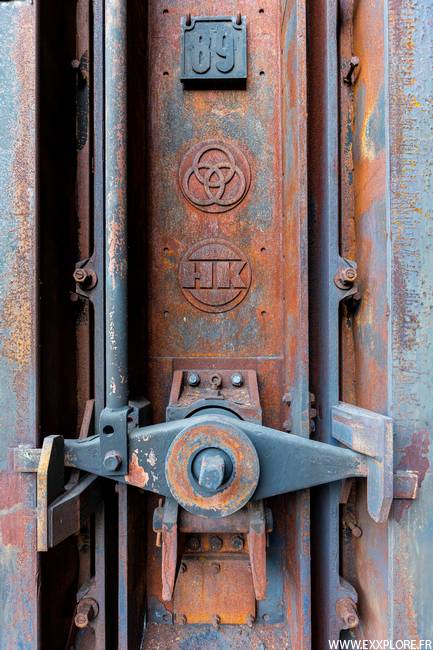
Ces portes issues de la batterie CK2 sont de marque HK pour Hüttenwerke Krupp.



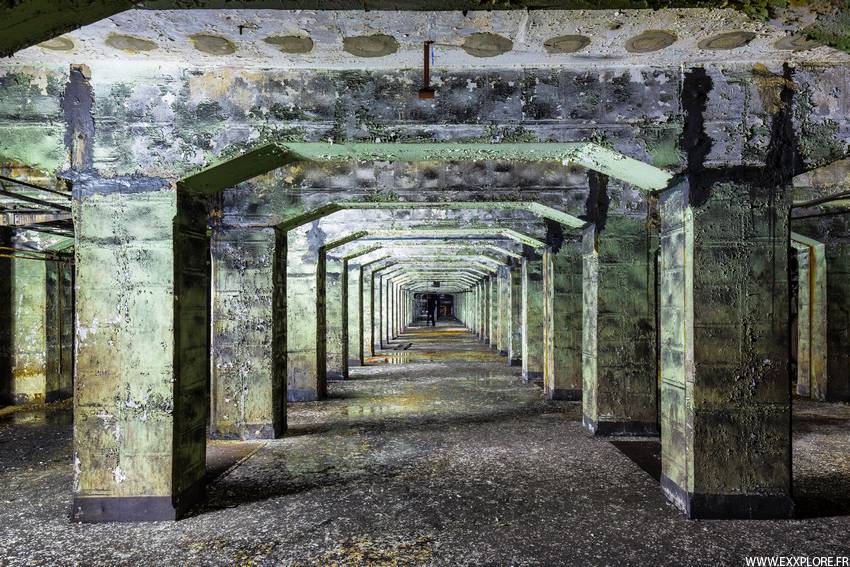
De chaque part de la batterie, situés sous les quais se trouvent deux galeries, une de chaque côté et présentant exactement les mêmes similitudes et le même rôle : le chauffage du four. En fonction du côté où l'on se trouve la conduite supérieure alimente en gaz riche ou pauvre via un canon à gaz situé au dessus (non visible sur les photos)
Lors de l'inversion, le gaz riche ou pauvre provient alors des galeries situées sous les fours (que l'on va voir juste après).
Juste en dessous de cette conduite se trouve les clapets à air en position "ouverts" ou "fermés" tous reliés les uns aux autres, par la barre d'inversion. En position ouverts ils empêchent l'arrivée des fumées par les trainasses, situés sous le plancher. A l'inverse, et bien c'est le contraire ! Enfin sous ces clapets ce sont les robinets des arrivées de gaz pauvre ou riche.
Le chauffage au gaz riche
Tous les carneaux sont équipés d'une busette. Au dessous de chaque busette, il y a deux canons reliés par leurs extremités au circuit gaz riche. Par leur face supérieure, ils sont reliés, l'un aux busettes des carneaux pairs, l'autre aux busettes des carneaux impairs.
Dans le chauffage au gaz riche, les carneaux à courant ascendant sont alimentés en gaz riche par leur busette et en air chaud par leurs deux orifices qui communiquent chacun avec un régénérateur "à air". Les carneaux à courant descendant évacuent les fumées par leurs deux orifices qui communiquent chacun avec un régénérateur "à fumée".
Il faut signaler que les orifices qui relient le bas des carneaux et le haut des régénérateurs sont équipés d'un registre appelé "savonnettes" ou boîtes aux lettres". Ces savonnettes qui sont disposées au fond des carneaux sont réglables.
On a donc d'un côté de la batterie toutes les boîtes à fumée qui admettent de l'air et de l'autre toutes les boîtes à fumée qui évacuent les fumées. A chaque inversion, les rôles sont invertis.
Le chauffage au gaz pauvre
Le gaz pauvre doit être réchauffé et, pour cela , doit donc transiter par les régénérateurs. C'est pourquoi sur une des faces de la batterie, un régénérateur sur deux est "à gaz", le régénérateur situé à chaque extrémité de la batterie étant obligatoirement "à air". Sur l'autre face, tous les régénérateurs sont "à fumée". A l'inversion, les rôles sont échangés.Mais pour permettre l'alimentation d'un régénérateur en gaz pauvre, il faut que sa boîte à fumée doit reliée à la conduite à gaz pauvre. C'est ce type de boîte à fumée qu'on appelle "à gaz" ou encore "culotte à gaz"
Dans le chauffage à gaz pauvre, les carneaux à courant ascendant reçoivent du gaz pauvre chaud par l'orifice qui communique avec le régénérateur "à gaz" et de l'air chaud par l'autre orifice qui communique avec le régénérateur "à air". Les carneaux à courant descendant évacuent, eux, les fumées par les deux orifices qui communiquent chacun avec un régénérateur.







C'est ici que l'on contrôle l'inversion Coppée. Dans les vieux modèles de cokeries il y a un gouvernail, assez représentatif, qui permet cette inversion, ici il est remplacé par ce système à piston muni d'une chaîne, qui actionne alors l'inversion par un mouvement du jeu de barres (le tringlage).
Le processus d'inversion est le meilleur compromis de chauffage, il permet une répartition de la chaleur par rapport à la perte de chauffage (durant le temps d'inversion).


Nous voilà positionnés exactement sous les carneaux, il y a précisément trois galeries formées par les soutènements en béton des fours:
- A gauche la conduite de gaz pauvre
- Au centre, l'allée vide
- A droite, la conduite de gaz riche
Derrière les conduites, donc sous les galeries, ce sont les trainasses.
La défourneuse circule côté machine sur un quai dédié généralement en contrebas du niveau des fours. C'est la machine qui assure les fonctions de :
- Enfournement (dans le cas d'enfournement pilloné)
- Repaleuse
- Arrache porte
- Défournement
En phase d'enfournement, la défourneuse est positionnée face au four qui est en cours de remplissage. Grâce à un bras appelé repaleuse introduit dans la cellule par une petite ouverture prévue en haut de la porte d'entrée (portillon), la défourneuse permet de niveler la surface supérieure du chargement du charbon, opération appelé repalage. Le remplissage de la cellule par les quatre ouvertures prévues amène un vallonnement du chargement avec des pics sous les ouvertures et des creux de ceux-ci. L'opération s'effectue grâce au va et vient de la repaleuse. Cela permet d'éviter la formation d'un talus et d'homogénéiser la répartition du charbon.
Mais sa fonction principale reste le défournement, cette opération nécessite la présence de la défourneuse, le guide-coke et le coke-car.
Une fois que toutes les machines sont correctement positionnées, la défourneuse se charge de déverrouiller les verrous de fermeture, à l'arrachage de la porte et son pivotement. Côté coke, le guide coke est équipé du même arrache-porte que la défourneuse, et arrache également la porte de sortie. Le guide-coke et la défourneuse se repositionne afin d'aligner le bélier de la défourneuse avec la porte d'entrée, le guide coke avec "le couloir". Enfin le coke-car se positionne sous le couloir pour recevoir le coke. A ce moment, la défourneuse enfonce son bélier afin de pousser le "saumon de coke" à sortir de l'autre côté. Le guide-coke n'est qu'un "couloir de transition" qui permet au coke de tomber directement dans le coke car situé en contrebas du guide-coke. Au fur et à mesure que le coke tombe, le coke-car avance afin de se remplir de façon homogène.





Voici la première défourneuse, elle s'occupe des batteries K1 et K2. Les dernières vues sont centrées sur la barre de repalage et son système de coulisage cranté.













A Seraing, il s'agit de la dernière défourneuse en activité.
Les trois premières photos montrent comme la défourneuse 1 le système d'avancement de la barre de repalage. Ce système est le même que celui utilisé aux laminoirs par le biais de cylindres de travail sans effet de réduction. Au centre un balai se charge de nettoyer le surplus.
Face à la machine et de gauche à droite on observe donc, le repalage (en hauteur), le nettoyeur de porte, le bélier et l'arrache porte.
Lors de la cokéfaction, un important dégagement de chaleur se produit mais également un dégagement de goudron et une formation de graphite au niveau des joints de fermeture. Si il n'y a pas un nettoyage récurrent, il peut alors se produire un altération de la brique réfractaire et des difficultés d'ouverture ou de fermeture de la porte, voir une impossibilité de fermeture après un défournement.
Afin de parer à ces difficultés les défourneuses sont parées de "nettoyeurs de portes" à grattoir munis de dispositifs de type raclettes qui sont appliqués contre les faces à nettoyer, afin d'arracher le graphite accumulé sur ces dernières tout un réalisant un curetage du goudron accumulé dans les joints.
Le bélier est l'imposante masse en acier orangée. Sa forme est faite pour s'adapter parfaitement à la taille de la cellule afin de pousser la totalité du coke.




Lors du défournement, le saumon de coke, en sortant de la cellule, traverse un "couloir métallique" mobile appelé guide-coke qui reste stable pendant le défournement. Le coke tombe ensuite dans un wagon appelé coke-car qui lui est mobile lors du chargement et tracté par un "tracteur à coke", c'est une loco. Ce guide-coke permet également le placement et le retrait de la porte de sortie.









Très bien positionné sur la première photo, en bas le tracteur à coke (sans son wagon) et le guide-coke juste au dessus dans le garage coke-car 2.
Une fois dans le wagon, la température du coke est mesurée puis il est transporté au sein d'une colonne de refroidissement, appelée tour d'extinction. Dans cette tour, de l'eau est déversée directement sur le coke chaud. Cette opération s'accompagne de la production d'un nuage de vapeur d'eau souvent assimilé par erreur à la pollution de la cokerie. La quantité d'eau est définie par la température du coke mesurée dans les wagons. Cette même mesure permet aussi d'asservir la température du four.




Une fois refroidi, le coke est déversé sur le quai à coke où il finit sa trempe à température ambiante et il se déshumidifie. Une fois le refroidissement fini une phase de criblage a lieu afin de contrôler la granulométrie du coke envoyé vers le haut fourneau.
Il y a deux tours d'extinction, l'une accolé à la tour à charbon (Voir à la tour à charbon) et l'autre au fond de la batterie CK4 : c'est la tour Didier (Cf: les deux dernières photos). Cette eau provient du pompage Meuse.






Le quai à coke est un plan incliné en béton et recouvert de plaques d'acier afin de faciliter sa transition vers un convoyeur situé en bout de quai. Le coke peut également subir une seconde phase d'extinction ici, s'il s'embrase encore, des arroseurs sont positionnés juste sous la toiture. Afin d'éviter les débordements ou d'alourdir le tapis, le coke est déposé progressivement par l'ouverture de balanciers qui donnent accès au convoyeur.



Ce grappin circule au dessus du quai à coke.
Au bout de la batterie CK4, voici les vestiges d'une très ancienne batterie de fours tout en briques, elle est partiellement démolie et les parties hautes ont été réaménagé dans ce secteur.




Une fois refroidi, le coke part au criblage où il est trié avant de partir par convoyeurs vers le HF-B et le HF-6 ou par trains via une trémie de chargement pour ailleurs.
Les sous produits - Condenseurs
Le traitement des sous produits est une opération compliquée est délicate qui nécessite plusieurs sous-installations particulières que nous allons décrire ci dessous. Dans une cokerie il s'agit principalement du second processus après celui de la cuisson.
Le processus de traitement consiste à extraire les co-produits (C'est le terme utilisé à Seraing) du gaz brut, puis à les traiter pour les rendre commercialisables. On appelle donc sous-produits ou co-produits tous les produits dérivés de la cokéfaction.
Il faut bien comprendre que les sous-produits découlent donc principalement des gaz bruts. Dés l'enfournement, la température du charbon augmente et provoque le dégagement de produits volatils, c'est ce que l'on appelle le gaz brut. Ces gaz sont composés : d'hydrogène, d'oxygène, de souffre, du goudron, de naphtaline, du benzol, des phénols, de la vapeur d'eau, de l'ammoniac et des composés à bas d'ammoniac.
Les gaz sont traités par absorption, c'est à dire lavés par une solution liquide souvent aqueuse qui permet de transférer les polluants contenus dans le gaz vers une phase liquide. Le choix du liquide de lavage conditionnera la quantité de matière transférable de la phase gazeuse vers la phase liquide. Afin d'accroître le rendement de l'opération on pourra agir sur plusieurs paramètres qui régissent la diffusion comme la température, la surface de contact ou le temps de contact.
On va reprendre, à la sortie du four, le gaz brut est acheminé vers le barillet où il est refroidi une première fois par aspersion d'ammoniac jusqu'à environ 80°C. Le gaz est ensuite envoyé jusqu'aux condenseurs primaires par conduites. Il y en a six. Le but est de refroidir une seconde fois le gaz et d'en condenser les goudrons et l'eau ammoniacale. Le gaz atteint la température de 35°C où l'on peut alors extraire une grande partie des goudrons, la dernière partie, composés de goudrons résiduels est faites dans un dégoudronneur électrostatique.


Les condenseurs sont les tours avec les "bosses" sur le côté, les laveurs NH3, ce sont les grosses citernes à côté, et les grandes tours en bout de course ce sont les dénapthalineurs.





Les huiles moyennes de distillation du goudron de cokerie, c'est-à-dire celles passant entre 210 et 240°C, laissent déposer, en se refroidissant, des cristaux de naphtalène que l'on essore. On les purifie ensuite par pressage à chaud, lavage à l'acide sulfurique et à la soude, et enfin par distillation ou sublimation si l'on veut obtenir un produit pur. On retire également le naphtalène de l'huile de débenzolage du gaz de cokerie. Le naphtalène cristallise dans des bacs en retenant une certaine quantité d'huile. Il faut le refondre après avoir éliminé l'huile libre, et le recristalliser, on arrive ainsi à un naphtalène de deuxième jet et de qualité industrielle.
Les eaux usées, qui sont chargées de différents composés sulfurés, de phénol et d'autres composés organiques, doivent faire l'objet d'un traitement biologique.




Les laveurs NH3 sont visibles sur la première photo à gauche, et à droite les grandes tours sont les dénapthalineurs.









Devant les turbos et à la sortie du dénapthalineur se trouvait ici le décanteur à fuel naphtaline (Cf: premier photo) en face c'est le four Still (Cf: quatrième photo) et le réfrigérant pour huiles et à droite le compresseur benzol. Quand à la photo suivante elle montre une vue depuis l'entrée de la cokerie, à droite le bout de la CK4 et en face les sous-produits avec entre autre les réservoirs à acide sulfurique en face (en rose) et le décanteur à fuel à gauche.
Enfin en dernier une structure tout en béton au niveau du passage souterrain pour rejoindre le gazomètre qui n'est pas bien identifiée. Sans doute lié à une précédente installation, elle semble aujourd'hui totalement obsolète.
Les goudrons
Le goudron brut, c'est à dire issu de la cokéfaction, contient de l'eau avec de l'ammoniac dissous, de l'hydrogène sulfuré et du chlorure d'aluminium et des poussières de charbon. La récupération des goudrons se fait à l'aide de deux décanteurs qui reçoivent les condensats en provenance des barillets, des condenseurs, de l'extracteur et des degoudronneurs en service. La décantation permet de séparer les goudrons des eaux ammoniacales. Les goudrons sont soutirés et stockés dans des citernes chauffées qui reçoivent également la naphtaline condensée au dénaphtalineur.
Les eaux ammoniacales sont mises en réserve avant leur nouvelle utilisation. L'excédent est traité au Stripping qui décompose par incinération l'ammoniaque dégagée par distillation. Le reste d'ammoniaque contenu dans le gaz brut est éliminé dans le laveur NH3 qui met le gaz brut en contact avec de l'eau acidulée. Cette mise en contact provoque une réaction qui produit du sulfate d'ammoniaque en solution que l'installation Wilputte concentre sous forme de sel cristallisé. L'huile utilisée dans les scrubbers à benzol est traitée au Still qui la régénère et récupère le benzol.






Il y a deux décanteurs à goudrons de 300t et trois magasins, de deux 500t et un 1000t (Cf: quatrième photo).






La sulfaterie
Le but de la sulfatation est d'éliminer l'ammoniac du gaz.
Lors de la cokéfaction une partie de l'azote contenu dans le charbon est transformé en ammoniac. Cet ammoniac se retrouve par la suite dans le condensat aqueux à forte teneur en hydrocarbures produit lors du refroidissement du gaz. Après la séparation du goudron et l'élimination des phénols, les composants volatils du condensat gazeux sont évacués dans une colonne par soufflage de vapeur. Les vapeurs sortant du système d'évacuation sont lavées à l'acide sulfurique. Le sulfate d'ammonium qui se forme par la neutralisation à l'ammoniac est séparé par centrifugation, lavé et séché. Les gaz acides restant après le lavage à l'acide sulfurique sont soit transformés en soufre. Les eaux usées, qui sont chargées de différents composés sulfurés, de phénol et d'autres composés organiques, doivent faire l'objet d'un traitement biologique


On appelle benzol, l'ensemble des hydrocarbures contenus dans les gaz de fours à coke. C'est un mélange complexe formé essentiellement d'hydrocarbures aromatiques (plus de 80 constituants). Il contient principalement du benzène (environ 70%), du toluène (environ 15%) et des aromatiques en C8 (environ 8%) que nous appellerons xylènes.





Le débenzolage est effectué par lavage à l'huile, celle-ci étant ensuite distillée dans une colonne de désessenciement avec extraction au sommet des vapeurs de benzol.
Située derrière, il s'agit des trois petites colonnes pour l'extraction du benzène, du toluène et du xylène.
















Toute cette partie est contrôlée par des détecteurs de gaz.
La désulfuration
Cette installation est identifiée par cette tour et par ces cuves mauves devant le gazomètre. On utilise le procédé Stretford qui consiste à l’élimination du sulfure d’hydrogène (H2S) provenant des gaz de cokerie et des goudrons. Le H2S est converti en soufre grâce à une réaction d’oxydo-réduction. Le traitement est réalisé par voie humide. Une fois lavé le gaz est brûlé par des chaudières standard.
Le premier élément du process est le laveur, une tour qui culmine à 35m de hauteur, dans lequel on injecte le gaz par le bas et on l'asperge par le haut avec une liqueur pour fixer le sulfure d'hydrogène. Ensuite cette liqueur est envoyée dans les oxydeurs pour une oxydoréduction. Les suppresseurs d'air de chaque oxydeur vont provoquer la formation d'une mousse que l'on va pouvoir extraire pour l'amener au traitement du soufre. L'étape finale est la séparation de la liqueur et du soufre au moyen d'une centrifugeuse. La liqueur est réinjectée dans le circuit tandis que le soufre va être liquéfié et évacué.






Les cuves mauves sont les oxydeurs.




Le gaz ternaire
En période de production normale les brûleurs des batteries sont alimentés par le gaz de cokerie. En périodes d’arrêt le gaz de cokerie peut être remplacé par le gaz naturel mélangé à de l’air qu’on appelle sur le site : gaz ternaire. Ce mélange est nécessaire car seul, le gaz naturel est trop riche. Les brûleurs sont alimentés par le gaz à une pression de l’ordre de 150 mmCE (colonne d’eau). Ceci nécessite une régulation à l’entrée du réseau d’alimentation des batteries de four à coke parce que le gaz ternaire entre dans l’unité à une pression de l’ordre de 1500 mmCE. Le gaz de cokerie, quant à lui arrive à une pression de l’ordre de 150 mmCE.








Le Stripping
Le strippage ou stripping (en anglais) est un procédé d'extraction gaz-liquide. C'est une opération qui est réalisée dans une colonne et consiste à inverser les conditions de l'absorption afin de désorber le gaz dissous dans le liquide par transfert de ce gaz dans un autre gaz moins soluble dans ce liquide. L'évaporation est un procédé thermique qui permet de séparer deux phases liquides, un distillat et un concentrat.
Plusieurs méthodes sont utilisées, par neutralisation, précipitation, coagulation, floculation ou extraction.
Fonctionnement
Entrons dans les détails, l'eau ammoniacale en excès, à cause de tous les polluants qu'elle contient, ne peut être rejetée telle quelle. Cette eau produite en quantité est recueillie et acheminée ver le stripping. L'eau ammoniacale se compose d'eau, de sels volatils et de sels fixes. Il faut bien différencier l'ammoniaque (liquide) et l'ammoniac (gaz).
L'eau ammoniacale est réchauffée dans un échangeur, ce chauffage prépare le cracking des sels volatils et incite l'ammoniaque à se transformer en ammoniac. Elle est introduite dans la partie supérieure de la colonne et ruisselle vers le bas à travers un empilage d'anneaux. De la vapeur soufflée au bas de la colonne, au dessus de la surface de l'eau monte vers le sommet. Celle-ci chauffe encore l'eau qui ruisselle dans l'autre sens, réalisant ainsi les crackings des sels volatils et entraîne l'ammoniac libéré à la fois par l'ammoniaque présent initialement dans l'eau et celui qui résulte des crackings décrits ci-dessus. On ajoute de la soude au milieu de la colonne, les sels fixes se décomposent et produisent, entre autres, de l'ammoniac qui se fait également entraîner par la vapeur.
Le mélange de vapeur d'eau, d'ammoniac, de HCN, de H2S et de CO2 qui sort de la colonne constitue les buées ammoniacales. Le mélange d'eau et de NaCI constitue l'eau strippée.
Avant d'envoyer les eaux résiduaires à la colonne est indispensable de leur faire subir un pré-traitement car elles contiennent des huiles, du goudron et des particules solides en suspension.
- La première phase du pré-traitement est la décantation, les eaux en excès sont d'abord stockés dans des réservoirs d'homogénéisation. Elles sont pompée dans un mélangeur statique où elles sont mélangée à un agent floculant et partent vers un décanteur. Les éléments décantés sont soutirés vers un réservoir par le fond du décanteur d'où ils sont refoulés vers le 80 tonnes par une pompe.
- La seconde phase est la filtration. Les eaux décantées quittent le décanteur par un trop plein et rejoignent un réservoir tampon d'où elles sont aspirées par une pompe après avoir reçu une quantité d'un second floculant. Elles sont ensuite refoulées dans un filtre à sable.
- La dernière opération se nomme le traitement final. Après filtration, les eaux recevront encore une adjonction d'antimousse et seront réchauffées dans un échangeur avant d'entrer dans la colonne.
Les floculants sont des agents chimiques qui vont faire en sorte que lorsque des particules se rencontrent, elles vont s'agglutiner plutôt que rester séparées. Elles vont former ainsi des amas que l'on appelle "flocs" qui présenteront une surface qui grandit peu, tandis que leur poids augmente fortement. Leur surface spécifique diminue donc au fur et à mesure que les particules grossissent et les flocs coulent comme des pierres au fond du décanteur.
L'installation
Le matériel nécessaire à l'opération de stripping se compose :
- Une colonne de stripping surmontée d'un condenseur.
- Un circuit de préparation de la vapeur.
- Un circuit de dosage de la soude caustique.
La colonne de stripping se compose d'une base en acier et d'une colonne de distillation en résine. A la base on recueille l'eau strippée, dans sa partie supérieure on y trouve de bas en haut 4 lits d'anneaux disposés sur 4 grilles qui ont pour fonction de ralentir l'écoulement de l'eau ammoniacale afin que son contact avec la vapeur soit suffisamment long, de disperser le flux d'eau et de l'étaler sur leur surface afin de maximiser la surface de contact eau-vapeur, de constituer un volant thermique favorable à la régularité en température de la colonne.
Les anneaux sont des feuilles d'inox roulées et embouties d'encoches, ils sont mis en vrac dans la colonne, sauf sur les grilles où les premiers lits sont rangés. A chaque étage, une grille les supporte et un trou d'homme permet d'y accéder pour contrôle ou remplacement après nettoyage.
Pour faire fonctionner le stripping correctement il faut s'assurer de 3 paramètres :
- Le débit d'eau que l'on va stripper.
- La quantité de vapeur à mettre par m³ d'eau à stripper.
- Le pH de l'eau à la sortie du stripping.






A la base de la colonne on voit la sortie de l'eau traitée, la sortie du goudront et l'entrée vapeur..
Gazomètre
Le gaz riche obtenu entièrement lavé est soit stocké dans un gazomètre, soit envoyé directement dans le réseau de gaz riche des batteries de fours à coke. Du gazomètre, des compresseurs aspirent puis compriment le gaz riche pour le distribuer dans le réseau qui alimente plusieurs installations au sein même de la cokerie. Le volume varie donc en fonction de la production de coke.
Le gaz une fois traité comporte :
- 55 à 65% de H2
- 22 à 27% de CH4
- 4 à 6% de CO
- 3 à 4% de CnHn
- 2 à 5% de N2
- 1 à 2% de CO2
- 0,1% de 02











Il s'agit d'un gazomètre circulaire à colonnes ou télescopique, vous allez comprendre pourquoi. La cloche qui représente le toit est mobile en fonction de la quantité de gaz qui est stockée intérieurement dans l'eau. La cloche en forme de soucoupe glisse le long des pylônes formant l'armature métallique. Ils sont montés de rails verticaux où se trouve 18 bras équipés de galets de guidage. La cloche flotte sur le réservoir d'eau situé en dessous. (Vous pouvez voir la différence avec les toutes premières photos quand la cokerie était active)
Cette dernière photo illustre le gazomètre mais surtout la cheminée qui n'existe plus aujourd'hui.


D'en haut il y a une vue sur toute la partie sous produits : La partie Nord (Cf: première photo), centrée principalement sur les goudrons, et dans le paysage tout au fond à droite c'est le HF-B. La partie Sud est bien moins parlante, cela semble le bazar alors qu'en fait on voit surtout l'installation Stretford, le Stripping, le criblage, et un bout de l'usine a benzol et réservoirs acide sulfurique.




Quand la pression du gaz augmente, elle soulève d'abord la cloche à laquelle vient s'accrocher un premier télescope qui, à fin de course en accroche un second jusqu'au troisième. Lors de l'abaissement, les éléments mobiles descendent successivement par diamètres décroissants et viennent reposer sur des tasseaux disposés au fond de la cuve.
Entre les cylindres successifs on constitue un joint d'eau étanche dans le dispositif même d'accrochage d'un cylindre inférieur au cylindre supérieur, connu sous le nom de tasse et crochet.
La capacité totale est de 77500m³ dont 50000m³ de gaz et 27500m³ d'eau.
Turbos
Les turbocompresseurs servent à faire véhiculer le gaz dans les conduites. Comme le gaz est transporté dans une grande partie des sous produits, ces compresseurs permettent donc l'acheminement du gaz aux condenseurs, les denapthalineurs, les laveurs.
Il y en a deux, de marque Koppers de 1970.





Ventilation
Cette installation de ventilation sert pour le refroidissement aux condenseurs depuis le pompage Meuse.



Pompes Meuse
La totalité de l'eau nécessaire pour la cokerie est pompée depuis la Meuse, comme c'est pratique ! C'est comme au HF-B, sauf que les pompes sont beaucoup plus modernes. Il y a trois pompes aujourd'hui mais il semble en avoir eu plus auparavant. Il est pompé 7 000 000m³/an, elle est rejetée après le circuit d'épuration.
Elle sert pour les gaz bruts au niveau des condenseurs primaires, de l'huile de débenzolage aux réfrigérants Koppers, des refroidisseurs condensurs de l'installation de débenzolage, des eaux fatales de l'échangeur, de l'eau strippée du refroidisseur, des vapeurs de sulfatation. Mais elle sert principalement pour l'extinction du coke dans les tours d'extinction et sur le quai à coke, comme fluide de transport pour l'acide sulfurique et du sulfate d'ammoniaque et pour les joints d'eau du gazomètre.




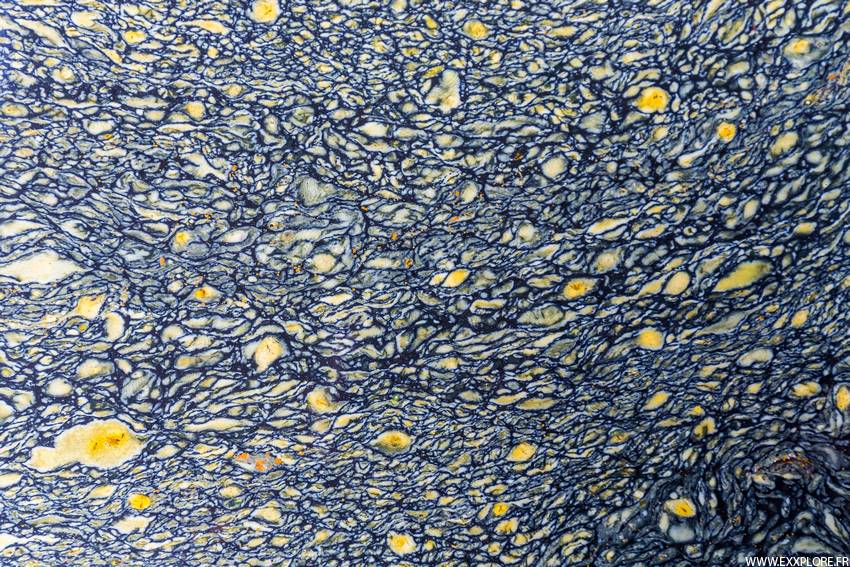
Centrale électrique
Dernière installation située en retrait près du gazomètre et désaffecté depuis plusieurs années il s'agit d'une ancienne centrale électrique. Il s'agit de deux bâtiments :
- 4 chaudières Wamson à mazout.
- 6 chaudières à charbon puis alimentées au gaz.





Devant c'est la torchère de la tour Stretford.




L'ensemble est abandonné et décrépi depuis des années. Au rez de chaussée il y a une partie bureaux, des trémies, d'anciens compresseurs et pompes.







Au premier étage nous sommes au niveau des chaudières et des pupitres de commande.



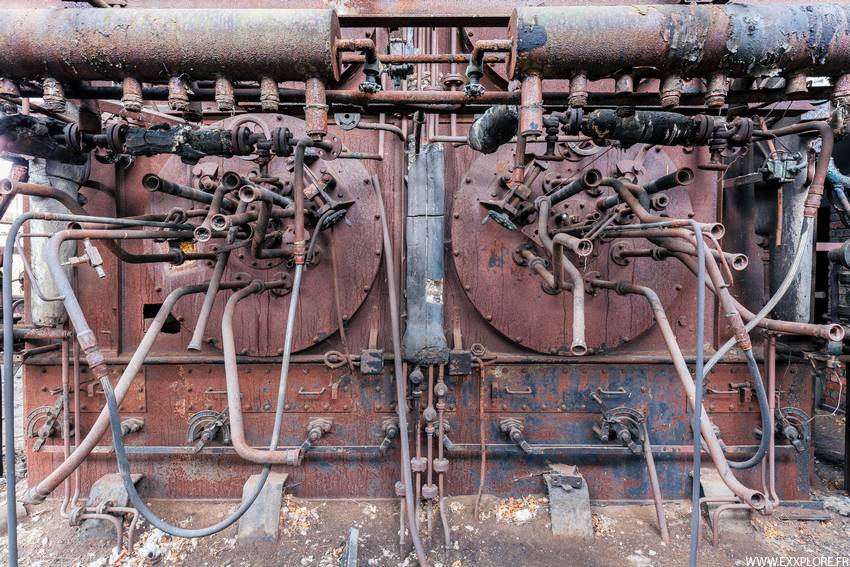


Voici le hall dédié à la chaudière 4, la plus grosse.





Les autres modèles sont plus anciennes et petites mais du même genre. Effectivement il s'agit de chaudières à grille mécanique.
















Aujourd'hui la végétation s'est de nouveau installée, cela nous donne une gamme de couleurs entre le vert et l'orangée rouille, on se dit que l'on pourrait faire des photos pendant des heures !




Dernier adieu !
Aciérie de Chertal

L'aciérie de Chertal est située entre la Meuse et le canal Albert, elle est mise en service en 1963 par la SA Métallurgique d'Espérance-Longdoz. Elle traite la fonte qu'elle reçoit par wagons torpilles des hauts fourneaux d'Ougrée et Seraing située à 20 kilomètres. La fonte est transformée en acier afin d'y produire d'abord des brames puis des coils.
L'aciérie comprend :
- 3 convertisseurs LD-HC de 210 tonnes
- 2 stations de traitement métallurgique (une classique et une RH)
- 2 lignes de coulée continue, pour la production de brames : la CC1 courbe à deux brins démarrée en 1983 et la CC4 avec partie verticale à un brin opérationnelle depuis 2000.
- 1 laminoir à chaud (Train à Larges Bandes), pour la production de coils.
- 2 fours de réchauffage à longerons décalés
- 1 dégrossisseur réversible avec deux cages verticales pour mise à la largeur du produit
- 1 train de 6 cages finisseuses
- 2 bobineuses
Les coils sont ensuite envoyés vers un laminoir à froid (Tilleur et Jemeppe).
Voici une description des installations faites par la société Esperance-Longdoz :
Aciérie
Dessinée et construite en deux ans à peine, mise en service le 16 Mai 1963, l'aciérie Chertal a atteint rapidement les objectifs qui lui ont été fixés. Elle peut utiliser les procédés LD ou LD-AC. Le procédé LD est caractérisé par le soufflage d'oxygène pur sur le bain de métal. Le procédé LD-AC, actuellement employé, comporte en plus, l'insufflation de chaux pulvérisée.
L'usine de Chertal est approvisionnée en fonte par les hauts fourneaux de Seraing. Elle dispose à Seraing d'un mélangeur d'une capacité de 1500t, chauffé au gaz de fours à coke.
Huits wagons mélangeurs de 150t de charge utile amènent la fonte jusqu'à Chertal. La Société Nationale des Chemins de Fer Belges assure ce transport par des convois voyageant à horaires fixes sur son réseau ordinaire.
L'oxygène nécessaire à l'affinage provient également des installations de Seraing. Il est conduit à Chertal sous une pression de 30kg par un oxyduc traversant la ville de Liège. L'aciérie est équipée de deux convertisseurs symétriques droits en construction soudée, à fond amovible et trou de coulée.
Leurs caractéristiques sont les suivantes :
- Capacité : 140 à 160t
- Hauteur hors tout : 9230mm
- Diamètre intérieur de la chaudronnerie : 6840mm
- Diamètre du fond : 4200mm
- Poids du revêtement : 365t
- Diamètre du bec sur revêtement neuf : 1500mm
- volume intérieur sur revêtement neuf : 125 m³
Basculement par deux moteurs électriques de 130 kW à courant continu , commande par groupe Ward-Leonard.
Le revêtement d'usure est en briques de dolomie goudronnées provenant de notre atelier dolomitique de Seraing. Une enveloppe de sécurité est réalisée en briques de magnésie. Un pont roulant de 200/850t permet l'enfournement des fontes, tandis qu'un pont roulant de 40/20t enfourne les augets de mitrailles remplis au parc à mitrailles par un pont à aimant du même type.
Chaque convertisseur dispose de deux lances de soufflage refroidies à l'eau et de 2 ballons de fluidisation de chaux en poudre. Un équipement complexe de régulation permet le contrôle précis des quantités soufflées.
Six trémies de stockage journalier alimentent trois trémies où sont dosées les additions à effectuer en cornue pendant le soufflage. Les 6 trémies sont elles-mêmes alimentées par un ensemble de courroies transporteuses depuis des silos de stockage.
Les fumées à 1700°C, produites par l'opération de conversion, sont reprises par une hotte de combustion fonctionnant en chaudière basse pression sans récupération de vapeur. Les fumées, aspirées par un ventilateur de 1250CV sont ensuite refroidies à 150°C par pulvérisation d'eau dans une tour de conditionnement, puis dépoussiérées dans un électrofiltre à sec à 4 champs de 70 000V. L'aciérie dispose de 2 filtres pouvant chacun être raccordé aux 2 cornues.
Les scories, très riches en phosphore sont évacuées en pots de 9m³ par un camion spécial qui les verse encore liquides dans un parc à scories de 22 500 m² où elles sont conditionnées avant expédition au moulin à scories.
L'acier est versé dans une poche (160t) placée sur transfer-car qui l'amène dans le hall de coulée (2 ponts de coulée 200/50t, 6 voies de coulée) où il est coulé dans des lingotières placées sur des wagons plats d'une force portante de 170t chacun.
Les wagons sont évacués vers un hall de strippage équipé de deux ponts roulants à pince (50/22t). Le poids des lingots va de 7,5t pour une largeur de 1000mm à 24t pour une largeur de 2200mm. Les calculs nécessités par l'opération sont effectués sur un ordinateur scientifique. Un système automatique de collecte de renseignements et de diffusion des consignes est également en fonctionnement. Les fontes traitées sont les mêmes que celles de l'aciérie de Seraing.
L'acier fabriqué à l'aciérie de Chertal convient particulièrement aux produits plats et présente les qualités d'emboutissabilité les meilleures.
Laminoirs à chaud
Après réchauffage dans les fours Pits, les lingots sont transformés en larges bandes dans deux lignes distinctes :
- La ligne de slabbing où le lingot est transformé en slab, décriqué et cisaillé
- La ligne Train à larges bandes où le slab est transformé en larges bandes via deux étages de laminage : un étage dégrossisseur et un étage finisseur
- Les fours Pits
12 fours Pits de 8X3m de 120 tonnes de capacité d'enfournement et 5 nouveaux fours Pits en construction de 8,3X3.63m et de 130 tonnes de capacité d'enfournement à un brûleur latéral et sortie des fumées sur la même paroi
Ces fours sont chauffés au fuel extra-lourd à une température de 1280°C. La durée de séjour des lingots est de 6 heures environ pour des lingots chauds et 16 heures pour des lingots froids.
- Slabbing
Le slabbing est du type universel comprenant une cage horizontale et une cage verticale. La cage horizontale se compose de 2 cylindres de 1280mm de diamètre, de 2600mm de largeur de table, commandés chacun par un moteur de 7120ch. La cage verticale comprend 2 cylindres de 1000mm de diamètre de 2355mm de longueur de table commandés par un moteur de 5000ch.
L'alimentation électrique de ces moteurs s'effectue à vapeur de mercure.
Scarfing : Le slab quitte le slabbing à une épaisseur de ±250mm et est dirigé vers le Scarfing, machine qui a pour but d'éliminer les défauts superficiels du produit. Cette élimination se fait par l'enlèvement d'une pellicule d'acier (de 0,8 à 3,2mm d'épaisseur) sur les 4 faces au moyen du procédé oxy-acéthylénique.
Cisaille : Située au bout de la ligne slabbing, la cisaille oléo-hydraulique disposant d'un effort de coupe de 3000t a pour but d'équarrir la tête et le pied du slab et de chuter les parties les plus riches en impuretés.
- Train à larges bandes
Dégrossisseur : Le dégrossisseur réversible comporte également une cage horizontale et une cage verticale. La cage horizontale est une cage quarto, les cylindres de travail ont un diamètre de 1050mm et une longueur de table de 2300mm, ils sont attaqués chacun par un moteur de 7120ch. Les cylindres d'appui ont un diamètre de 1550mm, ils pèsent 43 tonnes.
La cage verticale comporte 2 cylindres de 1000mm de diamètre commandés par un moteur de 850ch. Le slab entré au dégrossisseur à 250mm d'épaisseur en ressort sous forme d'une ébauche de 300mm d'épaisseur et à la température de 1150°C environ. Des jauges d'épaisseur et de largeur permettent de contrôler le travail.
Finisseur : Venant du dégrossisseur, la tôle passe simultanément dans les six cages quarto pour en ressortir en une large bande dont la largeur varie de 600 à 2100mm, la longueur atteint plusieurs centaines de mètres, et l'épaisseur varie entre 1,25mm et 12,5mm. Les cylindres de travail ont un diamètre de 750mm et une longueur de table de 2250mm, les cylindres d'appui ont un diamètre de 1550mm.
chacune des cages est entraînée par un moteur de 8000ch alimenté par un redresseur à vapeur de mercure.
Bobineuses : La tôle du train finisseurà une température variant entre 850°C et 900°C, elle est ensuite refroidie et bobinée sur une des 2 bobineuses.
La première de celles-ci peut recevoir des bobines d'un poids maximum de 23,8t, d'une largeur variant entre 609mm et 1575mm et d'une épaisseur allant de 1,5 à 12,5mm. La seconde bobineuse peut recevoir des bobines allant jusqu'à 30t d'une largeur variant depuis 609mm jusqu'à 2110mm, et d'une épaisseur allant de 1,25mm à 12,7mm.
Devenue la propriété d'Arcelormittal, le site est arrêté en 2011 pour l'aciérie et en 2013 pour le TLB.
Chertal c'est 300 bâtiments sur un site de 180Ha.



Voici donc une Torpille ou Wagon thermos c'est un wagon fermé, spécialisé pour le transport de la fonte. L'orifice d'entrée de la fonte se situe sur le dessus. Chaque torpille est posée sur deux porteurs (un à l'avant, et l'autre à l'arrière) afin d'équilibrer le poids, sur l'un d'eux se trouve le mécanisme de basculement de la torpille ainsi que le frein. Entre chaque torpilles on intercale un wagon tombereau pour avoir un freinage plus efficace.
Il y a deux types de torpilles :
- Petite à 24 roues (Cf torpille 26,23)
- Grande à 32 roues (Cf torpille 3,10)



A titre informatif, une petite torpille mesure 31 mètres de long et pèse 144 tonnes à vide, à cela il faut rajouter le poids fonte, d'environ 100 tonnes.
Une grande torpille mesure 13 mètres et pèse 192 tonnes à vide avec un poids fonte de 125 tonnes.



20km séparent les sites d'Ougrée et Seraing de Chertal, il ne faut donc pas traîner afin que la fonte ne se solidifie pas, sinon tout est perdu y compris le wagon ! A l'arrivée on utilise donc des réchauffeurs afin de garder la fonte à une température constante.




Ce sont d'anciennes poches à scories.




Voici le hall par lequel les poches arrivent du haut fourneau. Il s'agit de la désulfuration et au fond du hall convertisseurs.


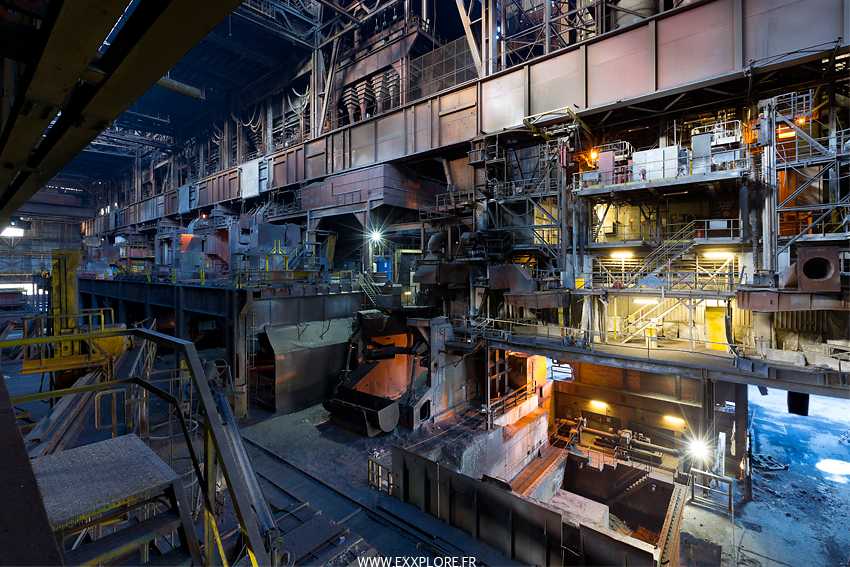
Cette première opération sert à éliminer le souffre.
Pour désulfurer la fonte on utilise un mélange composé de 85% de carbure de calcium et de 15% de magnésium. Une fois que la poche de fonte est en position dans le stand de désulfuration, elle est recouverte d'une coupole destinée à empêcher les projections dues aux réactions chimiques de se répandre trop loin et à récupérer les gaz pour les envoyer vers la station d'épuration. Une lance d'insufflation descend dans la fonte et y introduit le carbure de calcium et le magnésium.
Ces substances sont réduites en une poudre très fine pour favoriser les réactions chimiques avec le soufre. Le soufre forme avec le carbure de calcium et le magnésium une scorie solide qui surnage au dessus de la fonte liquide et qui est évacuée par un racleur qui nettoie la surface du bain.


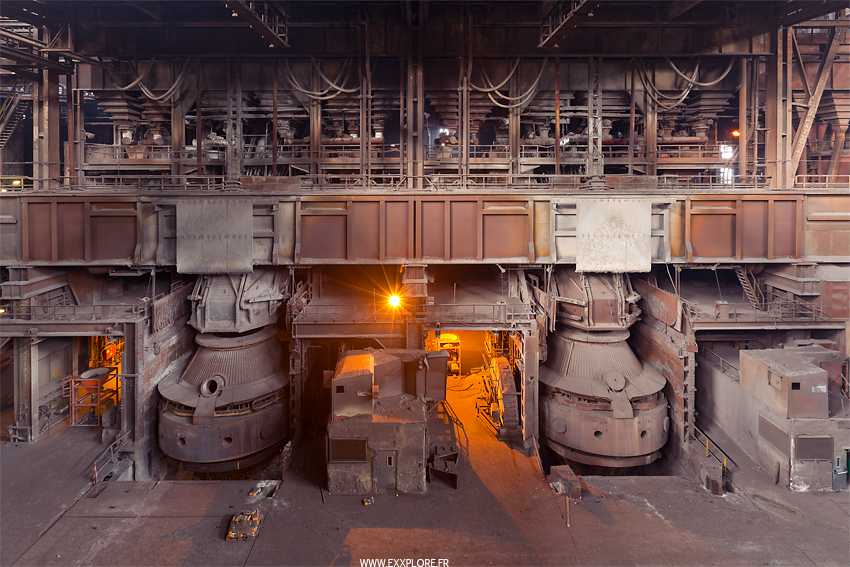
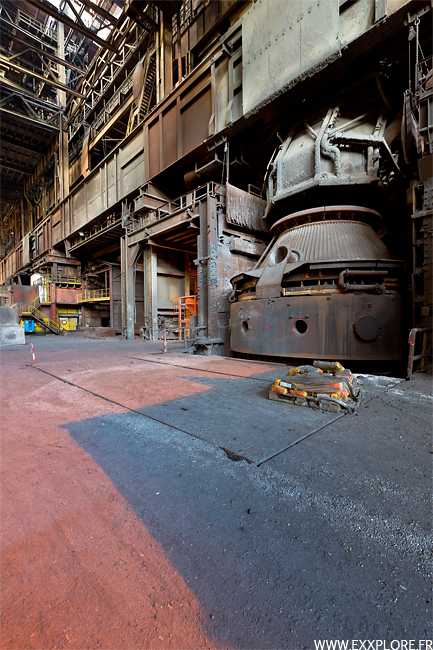



Il y a trois convertisseurs. Le dernier à sa hotte toute neuve. Ils sont tous en position verticale pour éviter qu'ils ne s'abîment.
On introduit dans le convertisseur ou cornue la fonte (par poche de 190T), de la mitraille (poches de 35T) ainsi que de la chaux (on en aperçoit au sol, celle-ci sert à éliminer les impuretés.) on insuffle ensuite de l'oxygène par le procédé LD-HC, c'est à dire qu'on souffle 99% de l'oxygène par une lance située au dessus du bain et 1% par une tuyère située au fond du convertisseur. Cela va produire une réaction violente par laquelle le carbone se lie avec l'oxygène. On injecte 10 000m³ pendant 20 minutes sur un cycle de 44 minutes. Le silicium est le premier élément à réagir avec le fer pour former de la silice, vient ensuite le manganèse et le phosphore. Ces scories sont ensuite éliminés du mélange par l'adjonction de chaux qui joue le rôle d'agent fixateur définitif. Enfin c'est le carbone qui réagit avec l'oxygène pour former de l'oxyde de carbone. Le carbone forme donc un gaz qui s'échappe du bain et qui est récupéré par une hotte pour être épuré, retraité, avant d'être rejeté le plus pur possible dans l'atmosphère. En fin d'élaboration, on obtient un acier qui tire plus de 99% de fer, avec un taux de carbone compris entre 0,020 et 0,060% et quelques autres éléments en très faible quantité. L'acier est ensuite mis en poche, à une température qui avoisine les 1670 degrés.



En montant dans les étages on se rend mieux compte de la grandeur de l'aciérie.


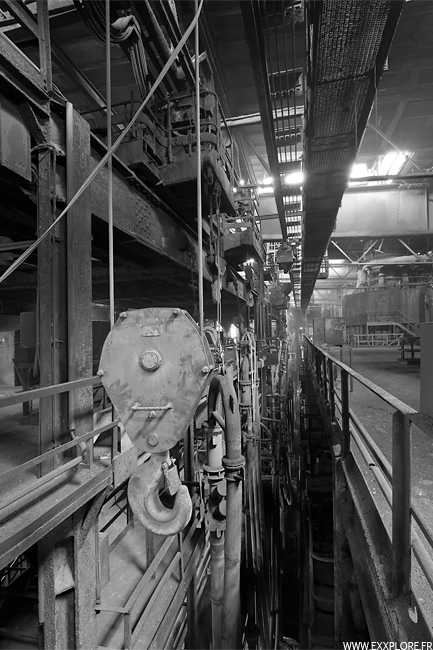
Voici le dernier étage, tout en haut des hottes convertisseurs, vers la sortie en cheminées on y aperçoit également toutes les lances à oxygènes.




Ces brûleurs ont deux principales fonctions, le maintien en température des poches ou leurs nettoyages.






Ces poches sont magnifiques, malheureusement elles sont condamnées aujourd'hui.



Cette énorme machine sert à l'affinage et aux nuances.
L'oxygène s'est attaqué aux impuretés de la fonte mais il s'est aussi attaqué aux éléments métalliques du bain. Une partie de l'oxygène insufflé dans le convertisseur s'est dissoute dans l'acier liquide. L'acier doit donc subir une mise a nuance que l'on effectue à la métallurgie en poche. Cette opération permet de :
- Désoxyder le bain au moyen d'un fil d'aluminium qu'on introduit dans l'acier liquide. L'aluminium fond au contact de l'acier et réagit avec l'oxygène dissous dans le bain, car il est plus réactif que le fer. Il forme une substance appelée alumine.
- Réaliser la composition chimique définitive de l'acier, on lui administre d'autres éléments en très faible quantité qui vont apporter les caractéristiques particulières exigées.
- D'ajuster la température du bain pour le déversage en coulée continue
- D'homogénéiser le bain en provoquant un brassage par insufflation d'un gaz (argon ou azote)



Nous arrivons maintenant à la coulée continue. Il y a deux lignes de productions représentant 4 coulées : CC1-CC2 et CC3-CC4. Voici les "moules" qui vont former les futures brames, la coulée continue se trouve en dessous. Les poches sont placées sur un tourniquet qui effectue un mouvement giratoire de 180 degrés pour amener la poche en position de coulée. L'acier est d'abord coulé dans un répartiteur qui alimente de façon homogène les deux lignes de coulées continue. Le répartiteur sert également de tampon pour ne pas interrompre la coulée lorsqu'une poche est vide et que le tourniquet effectue un demi tour pour mettre une nouvelle poche d'acier liquide en position.
Une lingotière en alliage se trouve à l'entrée des deux lignes. Elle est refroidie par un courant d'eau. A la sortie de la lingotière, une fine croûte est déjà solidifiée sur toute la surface du brin d'acier, alors que le coeur du brin est toujours à l'état liquide. Des systèmes de rouleaux de guidage, d'extractions et de redressement des brins d'acier sont installés en dessous des lingotières. Entre les différents rouleaux, des gicleurs d'eau à large angle d'arrosage provoquent la solidification de l'acier. La courbure général de la machine de coulée a un rayon de 10,5m. Après une zone de redressement à plusieurs rayons de courbure, l'acier sort horizontalement.









Nous voici à l'intérieur même de la coulée continue, c'est un endroit généralement inaccessible quand l'outil est en marche, l'acier descend doucement par gravité et avance grâce aux guides de moulage, redresseurs puis guides horizontaux tout en étant aspergé d'eau afin qu'il se retrouve dans un état solide.



Et voilà la sortie de la coulée continue, on découpe les brames pour leur donner leurs dimensions finales, enfin, un marqueur automatique inscrit le numéro d'identification sur la tête de la brame.






Une fois les brames à la bonne dimension, elles sont soient envoyées aux clients ou partent alors au laminage. Dans un premier temps, elles sont réchauffées dans un four, puis à l'aide d'un tapis roulant à rouleaux elles sont envoyées dans une première cage, la cage dégrossiseuse, qui s'occupe de dégrossir le plus gros et donner une première ébauche en dimension, que se soit en largeur ou en épaisseur.








Les plaques étant refroidies à l'eau à chaque passage dans une cage, elles sont constamment réchauffées ensuite. Elles arrivent alors dans des trains de cage, les cages finisseuses, qui vont donner la longueur définitive du produit en accentuant petit à petit dans chaque cage.
Chaque cage comporte une paire de cylindre, dits cylindres de travail qui permettent d'allonger la tôle, d'une autre paire de cylindre, dits cylindres de soutien situés de chaque côté de la paire de cylindres de travail permettant de réduire leur déformation. Et enfin deux colonnes maintiennent l'ensemble des cylindres.
Après chaque programme de laminage, c'est à dire tous les 3000 tonnes, les cylindres de travail sont changés et remplacés.
Ici il y a six cages finisseuses.





Chaque cage est actionnée par une motrice à l'arrière.
La longueur des bâtiments est déterminé par la longueur du circuit des tapis à rouleaux, ici le process fait presque 600m.



La tôle longue de plusieurs mètres est ensuite trempée dans un bain d'eau afin de la refroidir et de l'envoyer au bobinage pour donner des coils.
Démolition











Dernière vue avant la complète disparition de ce convertisseur.
On voit bien tout ce qui a disparu, par rapport aux premières photos de cette page !






L'aciérie disparait un peu plus chaque jour. Commencée en 2022 son démantèlement durera jusqu'en 2026 où seront collectés et refondus environs 65 000 tonnes d'acier.
Centrale
Il s'agit d'une ancienne centrale électrique qui alimentait plusieurs sites Cockerill. Le site se divise en deux, l'ancienne centrale et le poste de distribution.
Malheureusement le site a été vandalisé et très fortement pillé par les voleurs de métaux.







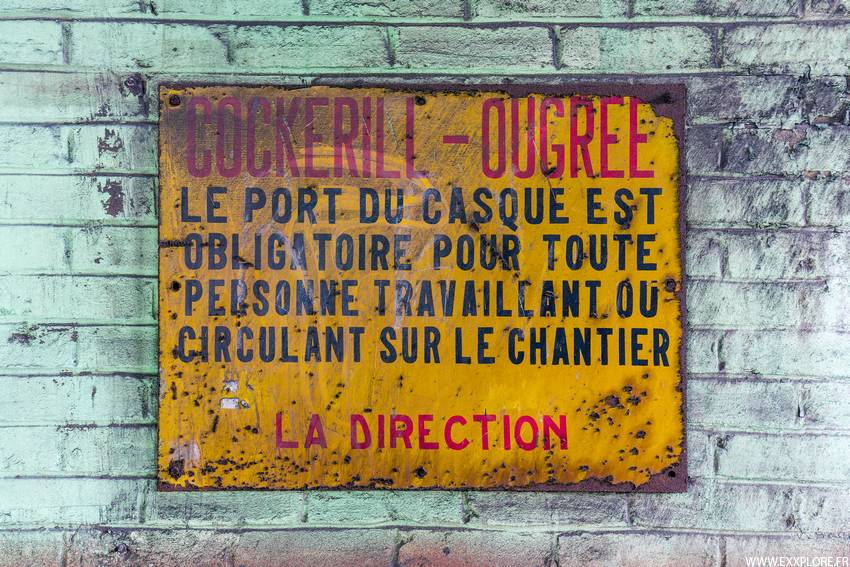





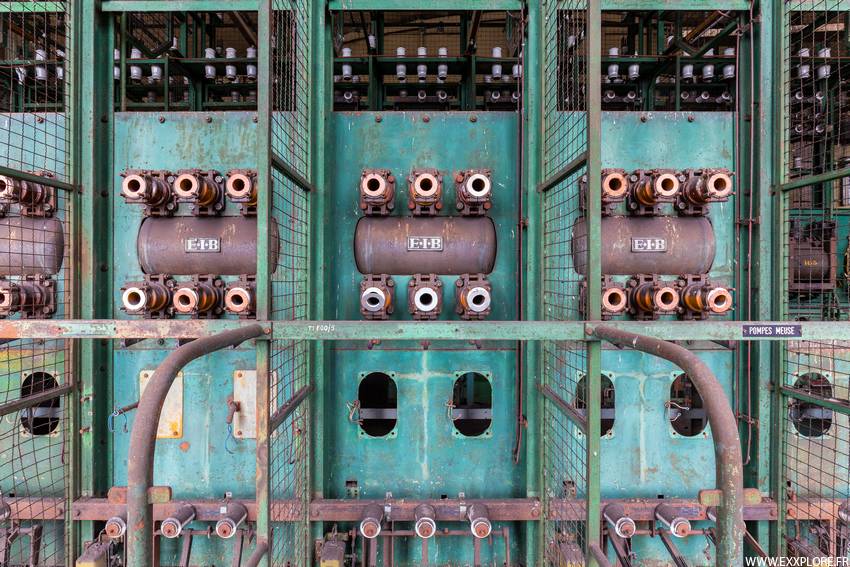














Akers

Initialement détenu par Usinor, la branche de production de cylindres de laminoirs, nommée Forcast est acquis par appel d'offre au groupe métallurgique suédois, Akers en 1998. Akers ne sera pas pleinement propriétaire mais détiendra tout de même 55% du capital tandis que les deux anciens actionnaires en garderont l'autre moitié (Usinor : 30% et Cockerill : 15%). Avec cette acquisition Akers se positionne alors numéro un mondial dans ce domaine grâce à cinq sites, quatre en France (Berlaimont, Sedan, Thionville, Fraisses) et un en Belgique (Seraing)
Concernant Seraing l'unité produit alors 7000 tonnes de cylindres par an.
La cohérence des trois sites que sont Liège, Thionville et Berlaimont sont complémentaires afin d'assurer la fluidité de la production :
- - Thionville possède une aciérie électrique pour couler des lingots mais aussi pour la refusion, une presse de forgeage, des fours de traitement, une unité d'usinage et une ligne permettant la trempe par induction.
- - Berlaimont est le principal site pour l'usinage des moyens et gros cylindres.
- - Liège dispose d'une presse de forgeage, de fours de traitement thermique, une machine de trempe, un puits de trempe, deux installations de refusions pour vieux cylindres et une installation de refusion annulaire pour le rechargement de nuances en plus d'une partie R&D et commercial.
Concurrencé par les usines étrangères notamment de l'Est avec des coûts avoisinants les 50%, et la crise mondiale de l'acier qui n'incite pas la sidérurgie à investir, Akers à pris la décision de se séparer de tous ses sites un par un : l'usine de Seraing est fermé en 2004, Fraisses en 2010, Berlaimont et Thionville en 2016, enfin Sedan a été repris en 2015 par AFS (Advanced Foundry Services)
En 2015 Akers AB était acquis par la société américaine Ampco-Pittsburgh mais sans les usines françaises et belges afin de développer l'Union Electric Steel (la branche acier laminé à froid).
Sources :
- Akers AB
Compléments de visite :
Ce dossier a pour but de contribuer à la mémoire industrielle et surtout sociale, pour que l'on n'oublie pas que ce site a été un acteur majeur dans la sidérurgie-fonderie. Il a donc été réalisé un reportage général qui présente les différents sites du groupe :
- Akers Thionville - France
- Akers Berlaimont - France
Vous pouvez retrouver la liste du personnel dans la partie mémoire.





Cette dernière vue n'est pas prise depuis le site mais de plus loin, depuis le HF-6. On y voit Akers à gauche et l'aciérie ESB à droite.








Ces anciens bâtiments faisaient autrefois partie de l'empire Cockerill, ici se trouvait précisément la chaudronnerie et le martelage (Cf: seconde photo).
Le long bâtiment présenté sur les photos précédentes était dédié au service électrique. Devant ce bâtiment (là où reste les deux socles en béton) se trouvait au moins 2 hauts fourneaux, mais il y en a eu 4 au total. Le premier est construit en 1824 et le second en 1836. C'est ce qui explique toute cette débauche de tuyaux en devanture, dont entre autre, il reste cette torchère.
Le fronton du bâtiment indique sans doute la date, 1901 de sa construction.





Pour la première locomotive diesel, il suffit de lire la plaque, elle est construite par les Ateliers de Construction Pelerin, à Courcelles en 1957.
Les deux suivantes, celles en jaunes proviennent de CMI (513 et 506) et la 34 de Cockerill.


Accolé au bâtiment électrique se trouve une petite salle des pompes qui est alimentée par le château d'eau au dessus.













Plus de dix ans d'abandon, forcément ca laisse des traces.





Nous retrouvons des inscriptions en liaison avec les anciens hauts fourneaux, et puis également avec le charbonnage Collard, que la centrale alimentait.







L'usine fabrique des pièces d'usinage, pour l'industrie du laminage, ce sont des cylindres de laminoirs.






Cette machine Luchaire permet de faire un traitement de surface sur le cylindre. A côté, cette machine sert à le découper en rondelles si nécessaire.



Ces tourelles ou mats appelées ESR, (Electro Slag Remelting) permettent la refusion d'anciens cylindres. Ce procédé est effectué par fusion. Une électrode vient "écraser" le cylindre en envoyant une puissante décharge électrique, qui va le faire fondre, au fur et à mesure de la fusion, le métal était récupéré dans un creuset en dessous.






Tout au fond de l'usine, cette partie na pas été ré-utilisée, il s'agissait de l'ancienne partie électrique où se situait entre autre une des anciennes soufflantes qui servait pour les hauts fourneaux extérieurs.



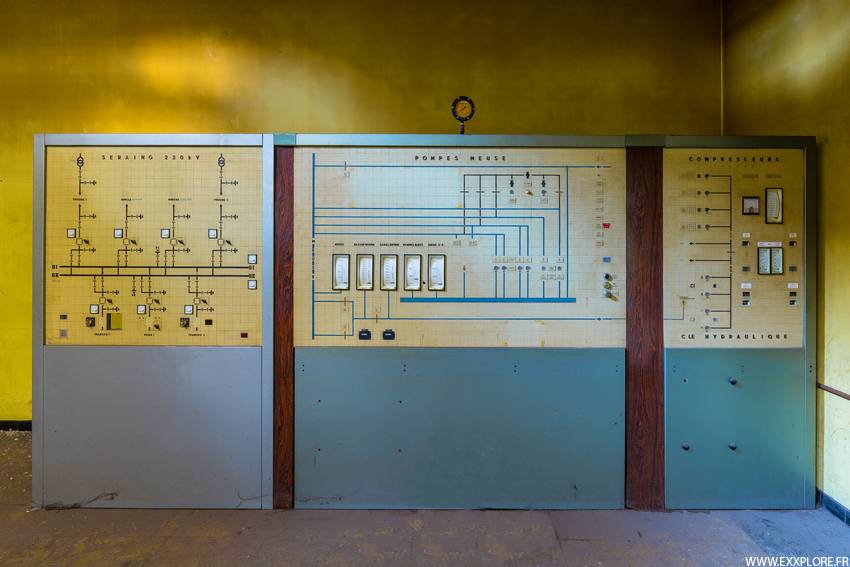



Tout d'un coup on a l'impression d'être revenu dans les années 80, et encore plus avec ce téléphone qui nous rappelle la prise de décision "cruciale" pendant la guerre froide !











Ces bâtiments sont aujourd'hui entièrement vidés, mais il se composait d'une presse de forgeage dont il ne reste que les vestiges des pompes pour son circuit hydraulique, un hall où l'on pourra encore admirer les fours de traitement thermique et enfin un hall de stockage pour l'expédition.


Enfin voici le site lors de sa démolition, toute la partie bureau a déjà été effacée ainsi que l'ancienne centrale électrique, en comparaison des premières photos de ce dossier.
BOMA
Crée en 1969 cette société a pour but, le recyclage et le traitement des déchets réfractaires (briques), déchets carbonés (électrodes) issus de la sidérurgie.







Il s'agit du rez de chaussée, qui sert actuellement de lieu de stockage d'un peu tout et n'importe quoi !




Voici la tour vu de l'intérieur, il y a plusieurs étages que nous allons gravir et au milieu l'ensemble est creux afin de pouvoir monter du matériel aux étages.





Nous allons visiter chaque étage depuis le haut.
Le process s'articule de cette façon : trois trémies (S1, S2, S3) répartissent la matière dans trois broyeurs (Marie 1, Marie 2, Marie 3) qui envoient ensuite dans deux cribles (Crible 1 pour Marie 1 et 2, Crible 2 pour Marie 3) Le crible 1 sépare en cinq granulométries différentes vers cinq trémies, tandis que le crible 2 trie vers trois trémies. Un élévateur à godets renvoie la matière directement vers les broyeurs depuis les cribles en cas de granulométrie trop grosse.




















Mémoire
Vous pouvez voir le recensement : ici.